Jedan od vrlo efikasnih načina da se poveća dinamička čvrstoća (odnosno da se za isto dozvoljeno naprezanje smanje površine kritičnih preseka, dimenzije i težina delova koji su opterećeni naizmeničnim opterećenjima) je specijalna obrada - bombardovanje površine delova čeličnim lopticama, što se naziva »površinska obrada čeličnom sačmom«.
U stranoj tehničkoj literaturi se može naći pod nazivima: eng. shot peening, nem. die Kugelstrahlungoberflächeverfestigung, rus obrabotka stalnoj drobju itd.
Pošto je o ovoj materiji pisano u članku »Uzroci nastajanja i mere za sprečavanje zamora materijala« (Vazd. glasnik broj 2/58), to se u ovom članku daje samo jedan kratak osvrt na ovaj tehnološki postupak, s obzirom da se on javlja i kod izrade nekih jako opterećnih delova vazduhoplovnih motora i aviona.
Pomenuta površinska obrada je u suštini hladno valjanje-sabijanje površine metalnih delova čeličnom sačmom prečnika 0,5 do 2 mm koja udara o površinu velikom brzinom. Svaka loptica pretstavlja mali čelični čekić pod čijim udarcem nastaju plastične deformacije površinskog sloja dubine 0,05 do 0,2 mm.
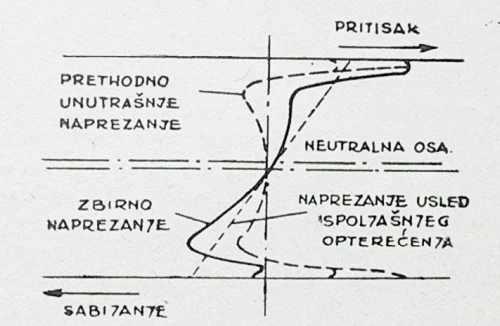
Slika 1
Usled sabijanja površinskog sloja nastaju u njemu naponi čiji je smisao suprotan smislu napona u podsloju (slika 1). Time se materijal dovodi u prednapregnuto stanje usled čega se smanjuje rezultanta unutrašnjih sila pri naizmeničnom opterećenju. Pored toga pod udarcem loptica se izravnavaju površinske neravnine, zarezi i sl., čime se otklanjaju mogući izvori koncentracije napona i postiže povećana otpornost površine protiv mehaničkih oštećenja. Pošto čvrstoća naizmenično opterećenih delova u znatnoj meri zavisi od glatkoće površine, to se ovoj vrsti površinske obrade u proizvodnji pridaje veliki značaj, pogotovo ako. je materijal u radu do krajnje mere iskorišćen.
Površinska obrada čeličnom sačmom najpre je primenjena u proizvodnji dinamički opterećenih opruga (na primer, ventilske opruge). U Americi je uvedena 1929 godine kao vrlo uspešna mera za pojačanje dinamičke čvrstoće opruga i roka trajanja. 1935 godine prošireno je područje primene ove vrste površinske obrade na neke važne delove automobilskih motora i vozila kao osovine, kolenasta vratila, bregaste osovine, glavčine spojnice, kardanske zglobove, zupčanike itd. U toku i posle Drugog svetskog rata ova metoda površinske obrade je dalje razrađena i usavršena.
Obrada čeličnom sačmom vrlo uspešno se koristi i u vazduhoplovnoj industriji, pogotovo na raznim delovima klipnih i mlaznih motora. Kod mlaznih motora ova obrada se primenjuje na rotirajućim delovima mlaznog motora, kao na diskovima, glavčinama i vratilima turbine i kompresora i slično.
Uređaji i načini obrade
Za ovu vrstu obrade najčešće se upotrebljava sačma izrađena od belog sirovog gvožđa sa 3,45% C (3,3% vezanog ugljenika i 0,15% grafita) 1,8% Si, 0,55% Mn, 0,15% S, 0,40% P. Prečnik sačme zavisi od oblika komada, debljine zidova, traženog površinskog efekta, tvrdoće površine i varira između 0,5 i 2 mm. Tako se, naprimer, za obradu kolenastih vratila najčešće upotrebljava sačma prečnika 0,8 mm, a za ventilske opruge sačma prečnika 0,5 mm. Sačma se izrađuje iz čelika, koji se naknadno termički obrađuje. Osnovni zahtev koji se tom prilikom postavlja je da se sačma pri udaru o površinu predmeta ne sme drobiti, tj. ne sme biti krta, jer bi oštećene loptice pri ponovnom udaru ostavile oštre zareze, otiske i udubljenja i izazvale nepoželjan efekat na delu koji se obrađuje.
Prema načinu stvaranja sile kojom se sačma izbacuje iz uređaja i naleće na radni komad, razlikujemo dve vrste obrade: ako se izbacuje pod uticajem sabijenog vazduha (američki naziv shot blasting), onda taj princip rada liči na peskiranje, s tom razlikom što se umesto peska izbacuju čelične loptice. Iz naročite mlaznice, koja se drži u ruci, sačma se usmerava na željeno mesto pod određenim uglom. Ovaj princip obrade se primenjuje u pojedinačnoj proizvodnji, opravci i radu u laboratorijskim uslovima. Na slici 2 prikazana je površinska obrada glavčine krakova elise.
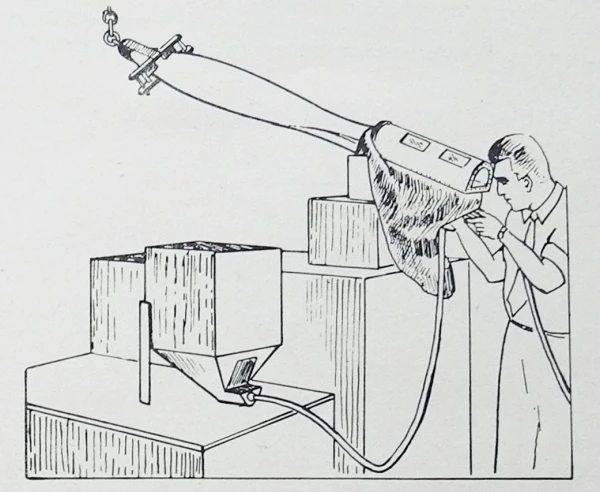
Slika 2
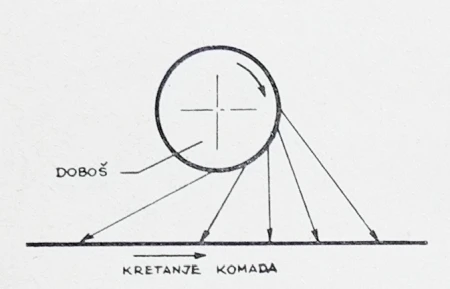
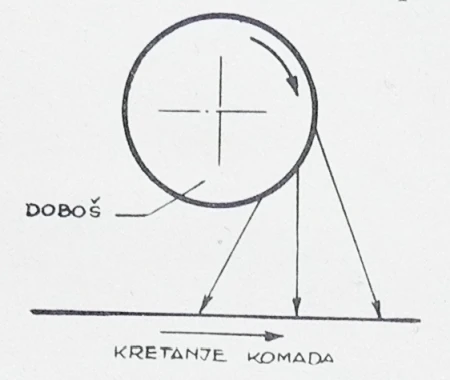
Kod drugog načina (slika 3) udarnu silu sačme stvara centrifugalna sila (američki naziv shot peening). Iz bubnja prečnika 200-250 mm, širine 50-125 mm, koji se okreće brzinom 2.200-2.500 o/min, u pogodnom momentu i pod određenim uglom se izbacuju čelične loptice. Takvi uređaji se prvenstveno koriste u serijskoj proizvodnji.
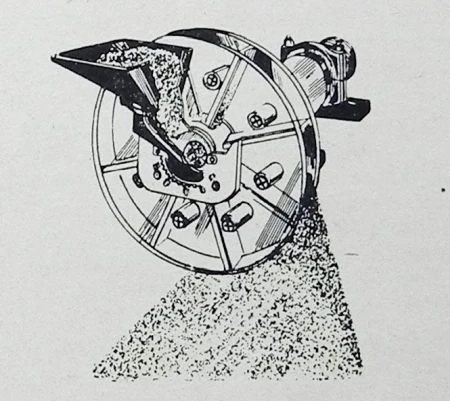
Slika 3
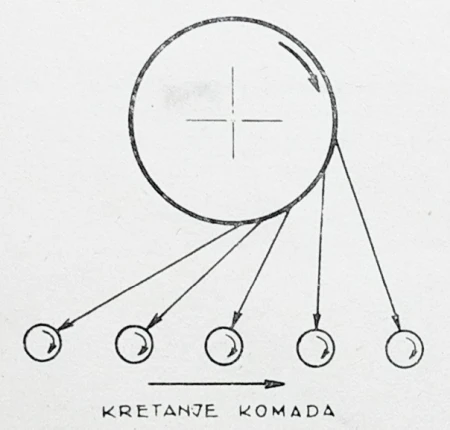
Ostali pomoćni uređaji koji ulaze u sklop celokupne opreme jesu: separator koji izdvaja razbijenu sačmu i rezervoar za sačmu. Kod uređaja za obradu delova u seriskoj proizvodnji, radni predmet se postavlja na beskrajnu traku i dovodi pod mlaz sačme (slika 4). Pored kružnog kretanja traka može po potrebi da vrši i druga kretanja u zavisnosti od toga koje površine dela treba obraditi. Vreme obrade iznosi 2-3 minuta.
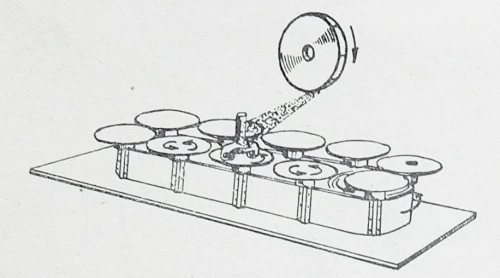
Slika 4
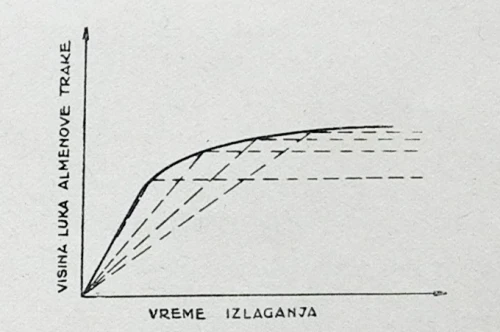
Iz dijagrama na slici 7 vidi se da ugib kontrolne trake posle određenog vremena bombardovanja samo neznatno raste, što znači da se produžavanjem obrade ne mogu postići dalja poboljšanja osobina metala.
Postoji čitav niz faktora koji u znatnoj meri utiču na kvalitet obrade. Oni se moraju prethodno odrediti, a za vreme obrade stalno kontrolisati. To su: jačina udarne sile loptice, koja je određena brzinom izbacivanja (veličinom centrifugalne sile, odnosno jačinom pritiska vazduha) i težinom (prečnikom) loptice; zatim tvrdoća loptice, napadni ugao kuglice u momentu sudara sa površinom predmeta i vreme trajanja obrade. U praksi se uticaj svih navedenih faktora kontroliše (ne pojedinačno, već njihov konačni efekat) pomoću specijalne čelične trake (Almenova kontrolna traka) veličine 75x20x1,2 milimetra, tvrdoće 44-50 RC (Rokvela C). Traka se sa četiri zavrtnja pričvrsti za masivnu čeličnu podlogu (slika 5) i izloži dejstvu čelične sačme pre početka obrade delova, sa ciljem da se odrede takvi uslovi udara loptica, koji najpovoljnije utiču na povišenje dinamičke čvrstoće.
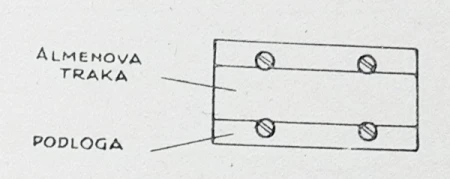
Slika 5
Obično se praktikuje da se zajedno sa kontrolnom trakom istim radnim uslovima izlože epruvete ili gotovi komadi, koji se zatim podvrgnu ispitivanjima.
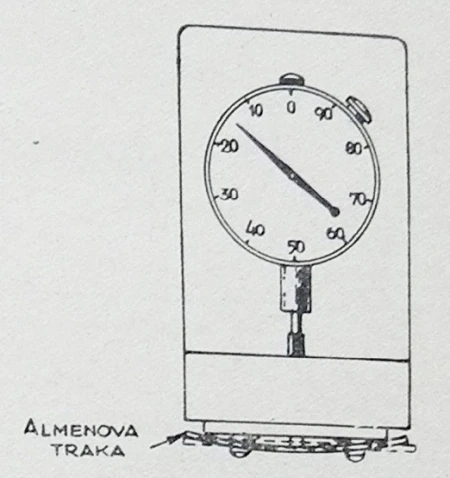
Usled sabijanja gornjih slojeva Almenove kontrolne trake, ona se posle skidanja podloge savije, pri čemu veličina savijanja zavisi od gore navedenih faktora, tj. uslova rada.
Slika 6
Merenjem ugiba pomoću naročitog komparatera (slika 6) mogu se, upoređivanjem rezultata dobijenih ispitivanjem epruveta odnosno komada, odrediti najpovoljniji uslovi rada. Almenova traka se u većini slučaja savija na veličinu 0,16 do 0,25 mm, pa se u toj oblasti dobijaju i najbolji uslovi rada.
Dijagram na slici 7 odgovara uslovima, kada se obrada vrši mlazom kod koga su brzina, oblik, dimenzije, težina i tvrdoća svih loptica u toku čitavog vremena obrade konstantni, tzv. »čisti mlaz«. Tačke prelamanja isprekidanih linija na dijagramu određuju trajanje obrade pri kojoj se postižu najbolji rezultati.
Slika 7
Ako se bombardovanje vrši bilo prevelikom udarnom silom loptica bilo suviše dugo, mogu se javiti pukotine na površini radnog predmeta ili preveliki prednaponi u materijalu, što dovodi do smanjenja granice zamora umesto željenog povećanja.
U praksi je vrlo teško ostvariti takve uslove rada koji bi se približavali »čistom mlazu«, pa se zato moraju radni uslovi kod obrade pojedinih delova detaljno ispitati.
Slika 8
Važnu ulogu igra i napadni ugao mlaza, koji se kod uređaja za serijsku obradu, kod kretanja dela po tekućoj traci u toku obrade menja (slika 8). Najbolji efekat obrade se postiže kada je ugao naleta loptica 90°.
Slika 9
Ovo se može postići ograničenjem dijapazona izbacivanja loptica (slika 9) ili okretanjem predmeta za vreme transporta (slika 10).
Slika 10
Na kraju treba napomenuti da svrsishodnost ove obrade treba oceniti pre svega prema karakteru dinamičkih opterećenja, kojima je deo izložen u toku rada, ali se takođe mora imati na umu da je efekat obrade i za približno idealne uslove vrlo različit. Praksa je do danas pokazala da se kod tako obrađenih delova mogu pojaviti pukotine ispod površinskih slojeva. Dosadašnji rezultati o ponašanju u radu tako obrađenih delova su odlični, što nam takođe potvrđuje i vrlo česta primena takvog načina obrade u tehnologiji izrade pojedinih vitalnih delova modernih mašina.
Pri upotrebi takvih delova u svakidašnjoj praksi u toku opravke ili fabrikacije, mora se obratiti pažnja da obrađene površine ostanu netaknute, tj. one se ne smeju brusiti, šmirglati ili obrađivati nekim drugim postupkom koji bi zahtevao skidanje površinskog sloja.
Autor: Vazd. tehnički kapetan Ing. ŽELIMIR DOBOVIŠEK
Izvor: Vazduhoplovni glasnik, 60-te godine prošlog veka