U praksi često nailazimo na pojavu iznenadnog loma pojedinih delova mašina, koji se nalaze pod dejstvom promenljivih opterećenja. Pri tome ovu pojavu ne prati neka spoljašnja deformacija koja bi mogla poslužiti kao izvestan dokaz da je nastupilo neko preopterećenje. Za takve slučajeve loma obično se kaže da je materijal bio »zamoren«.
Problemu zamorenosti materijala posvećuje se danas velika pažnja i njegova priroda je sada sasvim poznata. Uzrok zamorenosti materijala leži u tendenciji pojave lokalnih naprezanja, ali bez ikakve plastične deformacije, tako da dimenzije dela ostaju nepromenjene. Na avionu i motoru postoji niz delova, koji su izloženi dejstvu promenljivih opterećenja koja se stalno ponavljaju, kod kojih se zbog nepravilnog rukovanja u eksploataciji ili opravci može smanjiti otpornost delova odnosno materijala protiv »zamorenosti«.
Bilo bi samo delimično umesno ako bismo pojavu zamora materijala objašnjavali time što materijal, porastom vremena dejstvovanja oscilatornih opterećenja, postaje sve disponiraniji za lom. To mišljenje ima izvesno opravdanje u praksi, ali nema teorijske osnove. Naprotiv ispitivanjima je dokazano da postoje takva opterećenja (naravno mnogo manja od granice razvlačenja, što konstruktor mora imati u vidu), koja ispravan materijal i pravilno konstruisan deo, može izdržati «beskonačno dugo« (granica izdržljivosti).
Ventilske opruge, klipnjače, radilice, osovine klipa, pomoćne klipnjače i mnogi slični delovi motora su klasični primeri delova koji su opterećeni oscilatornim, promenljivim opterećenjima na savijanje, uvijanje, istezanje, sabijanje, koja se ponavljaju u određenim vremenskim intervalima i koja kod motora naprimer, zavise od broja obrtaja. U praksi je često vrlo teško dokazati, ali nije umesno pretpostaviti da neka neispravnost lokalnog značaja, kao naprimer, kvalitet obrađene površine, znakovi korozije, zarez i sl., ili nesposobnost materijala da raspoređuje naprezanje po čitavom preseku (naprimer usled prisustva stranih primesa u materijalu ili nepodesne konstrukcije), prouzrokuju lagano preopterećenje preko granice razvlačenja. Može se smatrati da materijal na tom mestu vremenom otvrdne, postane krt i počne pucati. Ovo mesto može biti mikroskopske veličine, tako da se ne može utvrditi njegovo prisustvo sve dok se ne pojavi pukotina.
Kada se govori o tome kako će se ponašati pojedini delovi mašine pod uticajem oscilatornih opterećenja, onda uobičajeni podaci o hemijskom sastavu, mehaničkim osobinama, načinu izrade, termičke obrade i drugi, nisu dovoljni, već je potreban još čitav niz drugih faktora kao: kvalitet obrađene površine, hrapavost, znakovi korozije, galvanske prevlake, konstruktivni oblik dela, porast zrna kristala, usmerenost kristala, unutrašnja naprezanja itd., koji u većoj ili manjoj meri utiču na zamor materijala. Veza između osobina materijala pod uticajem statičkih opterećenja i granice izdržljivosti kod ispitivanja na zamor, može biti samo približna i čisto informativnog karaktera.
Ovaj odnos za čelike sa zateznom čvrstoćom većom od 140 kg/mm2 iznosi oko 0,5, što znači da granica izdržljivosti za ove čelike jeste oko 70 kg/mm2. Za čelike sa zateznom čvrstoćom manjom od 140 kg/mm2, ovaj odnos je manji od 0,5. Opšta slika o ponašanju čeličnih epruveta pod uticajem oscilatornih opterećenja savijanjem prikazana je na dijagramu (Slika 1), gde je prikazana granica izdržljivosti kao funkcija zatezne čvrstoće, kvaliteta površine i oblika: za polirane epruvete, za epruvete sa zarezima i epruvete napadnute korozijom.
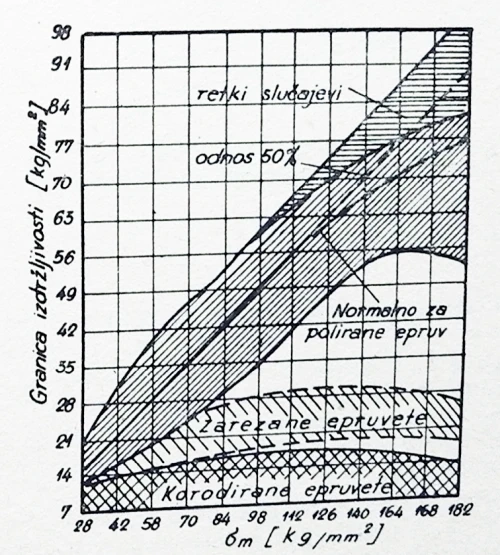
Slika 1
Dalje je potrebno dati kratak osvrt na spoljne uzročnike, koji u velikoj meri utiču na povećanje ili smanjenje granice izdržljivosti, kao i na mere odnosno tehnološke postupke, koji se koriste da bi se povećala otpornost materijala protiv oscilatornih opterećenja.
Kvalitet obrađene površine. - Lomovi usled zamorenosti materijala zavise najčešće od obrađenosti površine. Dok kod statičkih opterećenja kvalitet površine ima relativno mali uticaj na zateznu čvrstoću, kod promenljivih dinamičkih opterećenja to nije slučaj. Ako se naprimer, granica izdržljivosti epruveta sa sjajno ispoliranom površinom označi sa 100%, kod ostalih načina obrade nastupa znatno smanjenje granice izdržljivosti i ako to posmatramo u dijagramu (Slika 2), gde je granica izdržljivosti ponovo funkcija zatezne čvrstoće, vidi se da promena kvaliteta obrađene površine, zarezi i korozija jače ispoljavaju svoj uticaj kod kvalitetnijih čelika. To bi bila jedna opšta, manje-više informativna konstatacija.
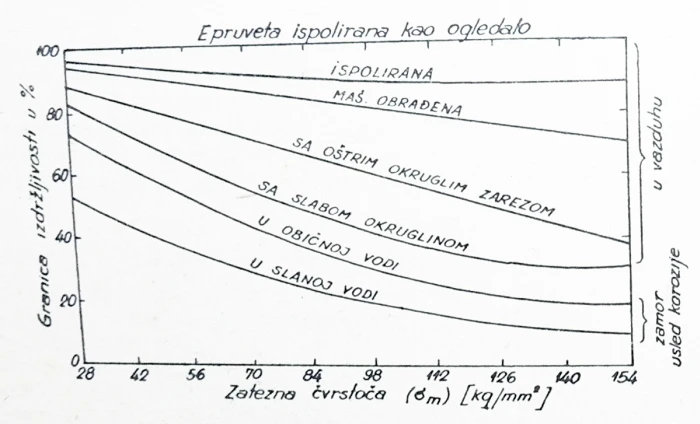
Slika 2
Neki podaci koje je skupio Wiegand (Tablica 1), o uticaju stanja površine kod hrom-molibden-nikl čelika, pokazuju porast dinamičke jačine oscilatornih opterećenja kod lepovanja za 1% u odnosu na poliranu površinu, dok obrada površine sa ljutikom na platnu br. 24 umanjuje dinamičku jačinu za oko 16%.
Tablica 1 - Uticaj stanja površine na dinamičku jačinu oscilatornih opterećenja
Obrada površine | Din. jačina oscil. opterećenja savijanjem (kg/mm2) |
| Brušena i polirana sa 00 | 56,0 |
| Lepovana | 56,5 |
| Polirana sa ljutikom na platnu br. 24 | 47,0 |
| Peskirana sa pritiskom 3,2 atm. 20 min. | 51,0 |
| Polirana i bombardovana kuglicama pritiskom 5,3 atm. 30 min. | 57,0 |
| Obrađena kao pod c i bombardovana sa kuglicama pritiskom 5,3 atm. 30 min. | 56,0 |
Sa stanovišta zamora materijala tok površinskih nepravilnosti, risova, neravnina i sl. je poželjniji u uzdužnom pravcu u smeru zatezanja. Risovi koji teku upravno na pravac zatezanja postaju uzrok koncentracije naprezanja i dovode do loma usled zamora.
Vrsta površinske obrade. - Noll i Lipson su sastavili dijagram zavisnosti granice izdržljivosti od zatezne čvrstoće i vrste obrade (Slika 3). Tako u grupu brušeno ulazi obrada brušenjem, poliranjem, lepovanjem i honovanjem, dok se pod mašinskom obraom tretiraju epruvete obrađene struganjem i to grubo i fino.
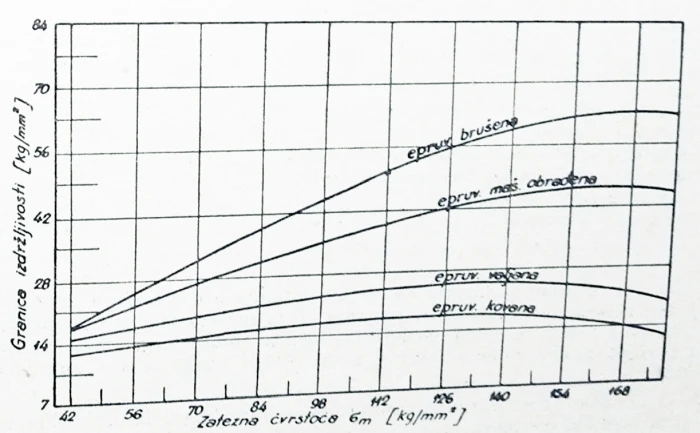
Slika 3
Napred izneti podaci se odnose na površine epruveta odnosno delova, koje dobijamo putem različitih obrada: odrezivanjem, skidanjem materijala, ili nakon obrade deformacijom - kovanjem ili valjanjem. Postoje razni materijali kod kojih površinski slojevi, debljine od nekoliko stotih delova mm do 1 i više milimetara, imaju namerno drukčije osobine nego jezgro. Kao primer uzmimo materijale čija površina ima drukčiji hemiski sastav (usled cementacije, nitriranja i sl.). Zatim površinske prevlake i slojevi metala naneti galvanskim putem.
Površinske obrade koje znatno utiču na zamor materijala jesu sledeće: nitriranje, cementacija, površinsko kaljenje, bombardovanje sa kuglicama (shot peening), peskiranje i hladno valjanje. Jedan opšti zaključak za navedene načine površinske obrade bio bi da one manje-više povoljno utiču na ponašanje materijala koji su pod uticajem oscilatornih opterećenja, jer na površini stvaraju tvrdu koru. Ona u unutrašnjosti stvara stanje prednaprezanja sabijanja, te ako se u toku dejstva oscilatornih opterećenja na izvesnom intervalu pojavljuje naprezanje usled zatezanja, onda će ovo prednaprezanje suprotnog smisla imati pozitivan učinak.
Prema podacima koje navode različiti autori (Inglis, Lake, Mailänder) vidi se da nitriranje čelika povećava granicu izdržljivosti kod epruveta sa i bez zareza (ispitivanje na savijanje) za 20 do 40% u odnosu na nenitrirane polirane epruvete. Čak i zarezi koji prodiru u dubinu do 70% debljine nitriranog sloja ne umanjuju granicu izdržljivosti. Uticaj nitriranja i zareza prikazan je za čelik u Tablici 2.
Tablica 2
Stanje epruvete | Granica izdržljivosti (kg/mm2) |
| Nenitrirana bez zareza | 31,6 |
| Nitrirana bez zareza | 63,3 |
| Nenitrirana sa okruglim kanalom na obimu od 180° | 17,6 |
| Nitrirana sa okruglim kanalom na obimu od 180° | 61,2 |
| Nenitrirana sa V zarezom | 16.8 |
| Nitrirana sa V zarezom | 56,2 |
Ovi rezultati prikazuju da većina prekida usled zamora materijala potiče neposredno ispod same površine. Nitriranjem ona je oplemenjena tako da i prelaz sa nitrirane kore ka nenitriranom jezgru ne umanjuje otpornost protiv zamora čitavog dela. Sličan uticaj ima i površinsko kaljenje.
Takođe i cementiranje, kojim se površini nekog dela daje odgovarajuća tvrdoća, povećava granicu izdržljivosti dela. Čak i izvesni zarezi i udubljenja učinjeni pre cementiranja ne umanjuju uticaj cementiranja. Ali kora je tvrda, krta i osetljiva na udar. Naprotiv mesta, gde je iz bilo kakvih razloga sadržaj ugljenika manji, znatno smanjuju (i do 20%) granicu izdržljivosti.
Na kraju razmatranja uticaja obrade površine, treba se sa nekoliko reči osvrnuti na obradu površine bombardovanjem sa čeličnim kuglicama (shot peening), koja se sa uspehom koristi i u završnoj obradi delova motora i aviona, da bi se povećala otpornost tih delova protiv loma usled dinamičkih oscilatornih opterećenja.
To je metoda hladne obrade određenih površina metalnih delova sa okruglom čeličnom sačmom, koja udara na deo sa relativno velikom brzinom i pod određenim uglom. Svaka kuglica deluje kao maleni čekić i prouzrokuje plastičnu deformaciju metala na površini, izvesno naprezanje usled sabijanja materijala i ovo naponsko stanje proteže se nekoliko stotih delova mm u dubini materijala, a u podsloju se stvara naprezanje suprotnog smisla, znači zatezanja, koje je po veličini obično manje od naprezanja na površini. Pošto su lomovi usled zamora materijala češće rezultat naprezanja usled zatezanja nego sabijanja, apsolutna veličina naprezanja usled zatezanja je kod delova sa tako obrađenom površinom umanjena za iznos zaostalih naprezanja usled zbijenih gornjih, površinskih slojeva, čime se postiže znatno povećanje otpornosti materijala protiv zamora.
Na delovima vazduhoplovnih klipnih motora i aviona imali smo više puta priliku da vidimo na površinama kritičnih preseka raznih vitalnih delova, koji u svom radu podležu dejstvu ponavljajućih oscilatornih opterećenja, puno malih udubljenja, otisaka čeličnih kuglica prečnika oko 0,8 do 1,5 mm, koje su velikom brzinom udarale o površinu nekog dela. Uspeh ovog načina obrade zavisi od niza faktora kao: sile kojom naleću kuglice, ugla i vremena naletanja, a zavise pre svega od materijala koji se obrađuje. Dalje se mora obezbediti da se izdvajaju one kuglice koje su se prilikom sudara razbile, kako njihove oštre ivice ne bi ostavile u površini zareze. Kuglice se izbacuju iz uređaja pod dejstvom centrifugalne sile (shot peening), ili komprimiranog vazduha (shot blasting). Prvi princip izbacivanja kuglica koristi se kod specijalnih uređaja u seriskoj proizvodnji, dok se drugi princip koristi kod univerzalnih uređaja za pojedinačnu proizvodnju. U Tablici 3 su navedeni neki podaci o povećanju otpornosti na zamor pojedinih obrađenih delova u odnosu na iste takve neobrađene delove.
Tablica 3
Deo | Povećanje otpornosti protiv zamora u % |
| Radilica | do 900 |
| Klipnjača | do 1000 |
| Klackalice | do 1400 |
| Pljosnate opruge | do 600 |
| Spiralne opruge | do 1370 |
| Zupčanici | do1500 |
| Zupčaste spojnice | do475 |
NAPOMENA: Ova vrsta površinske obrade nema u pogledu povećanja otpornosti materijala na zamor nikakvog efekta ako se radi o aksijalnim oscilatornim opterećenjima.
Dalji načini hladne obrade površina jesu: valjanje, izvlačenje, mestimično presovanje, razvlačenje, hladno kovanje, sve sa ciljem da se površine plastično deformišu, da se stvori izvesno naponsko stanje pod površinom, što ima vrlo pozitivan odraz u pogledu povećanja sposobnosti da delovi lakše podnose promenljiva opterećenja. Na taj način se obrađuju pojedini rukavci osovina, vratila. Obrada se može vršiti na strugu, kad se na mestu nosača strugarskog noža postavi specijalni alat sa dva ili tri valjka. U ovom slučaju se radi o čisto površinskoj obradi koja u principu nema ničeg zajedničkog sa valjanjem koje se vrši u metalurgiji.
Za nas je interesantna primena hladnog valjanja kod površinske obrade provrta klipnjače. Za tu svrhu se upotrebljava sličan alat kao za širenje krajeva cevi koje se utiskuju u prednje i zadnje dno parnog kotla. Valjanjem se prečnik provrta proširuje za 3,7 do 3,8% i nabija unutrašnja površina provrta, što ima vrlo povoljan uticaj na ponašanje materijala na tom delu klipnjače, koji kod rada podnosi vrlo jake dinamičke udare, koji se ponavljaju u ritmu rada motora.
Mišljenja raznih istraživača (Manteuffel, Frye, Wiegand) o uticaju peskiranja na otpornost materijala na zamor su podeljena. Jedni tvrde da se peskiranjem postiže izvesno povećanje otpornosti, ali drugi autori nisu mogli to eksperimentalno potvrditi, pa su čak suprotnog mišljenja. Osnovni uzrok različitog mišljenja istraživača bazira na tome što su ispitivanja vršena sa peskom različitih kvaliteta (veličina i oblik zrna, tvrdoća), što svakako ima velik i presudan značaj za rezultat ispitivanja.
Metalne prevlake. - Metalne prevlake se nanose na metalnu osnovu u cilju zaštite od korozije, regeneracije istrošenih ili ishabanih delova i u dekorativne svrhe. Metalne prevlake se mogu nanositi galvanskim putem, vrućim nanošenjem ili metalizacijom. U vazduhoplovstvu nalazimo metalne prevlake raznih metala (olovo, srebro, hrom, bakar, kalaj, kadmijum, cink, mesing) koje se najčešće nanose galvanskim putem. Pri opravci hromiranjem ili bakarisanjem dovode se pojedine dimenzije istrošenih delova ponovo na prvobitnu veličinu.
Eksperimentalno je dokazano da nanošenje metalnih prevlaka na bilo koji od pomenutih načina umanjuje otpornost osnovnog materijala na zamor. Tako, nanošenje hroma smanjuje granicu izdržljivosti čelične osnove, kod vrlo nepovoljnih uslova i do 35%. Ovde treba imati u vidu da proces hromiranja prati naročito burno izdvajanje vodonika na katodi i kiseonika na anodi. Vodonik ima u »status nascendi« tendenciju da difundira u osnovni materijal i čini ga krtim. Što je veća gustina struje tim brže nastaje izdvajanje elementarnog hroma i vodonika. Osnovni faktori koji utiču na zamor hromiranog čeličnog dela jesu:
Specifična gustina struje (A/dm2) i temperatura na kojoj se vrši hromiranje.
Debljina sloja hroma (vreme trajanja hromiranja).
Hemiski sastav čelične osnove.
Tvrdoća čelične osnove.
Taloženje hroma kod većih specifičnih gustina struje i temperature (brzo nanošenje, 70 do 80°C, 300 A/dm2) znatno smanjuje prvobitnu granicu izdržljivosti čeličnog dela.
Ovo su potvrdila i ispitivanja TERES-a, a rezultati ispitivanja su prikazani u dijagramu na Slici 4, gde je prikazano smanjenje granice izdržljivosti u procentima.
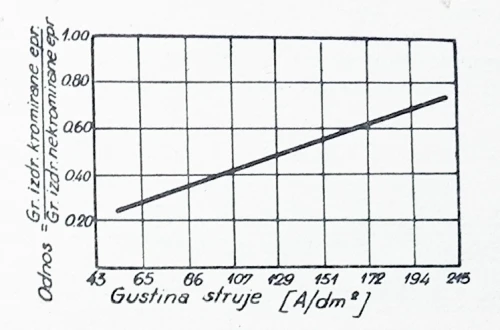
Slika 4
Uticaj debljine nanesenog sloja hroma na granicu izdržljivosti je istovremeno i funkcija prva dva uslova. Povećanje debljine preko 0,025 mm dovodi do povećanja koeficijenta:
(Granica izdržljivosti hromiranih epruveta) / (Granica izdržljivosti nehromiranih epruveta)
što znači da se nepovoljni uticaj smanjuje, kada se hromiranje iznad debljine 0,025 mm vrši uz velike temperature i gustine struje.
Tvrdi čelici (kaljeni, cementirani) su osetljiviji, jer ih vodonik, koji kod hromiranja difundira u njihovu površinu, čini još krtijim te otpornost na zamor znatno opada.
Da bi se ovaj nepoželjni uticaj hromiranja otklonio, delovi se posle hromiranja podvrgavaju naknadnoj termičkoj obradi. Grejanjem dela na vazduhu ili ulju, vodonik se može isterati iz hroma i krtost smanjiti. Isterivanje vodonika je tim uspešnije što je temperatura veća i što proces duže traje. Visina temperature najčešće zavisi od osnovnog materijala, jer se prekomernim zagrevanjem mogu poremetiti osobine osnovnog materijala.
Uticaj temperature i vremena trajanja naknadne termičke obrade hromiranog dela, na svojstva otpornosti na zamor, prikazani su na Slici 5 za čelik SAE 4130.
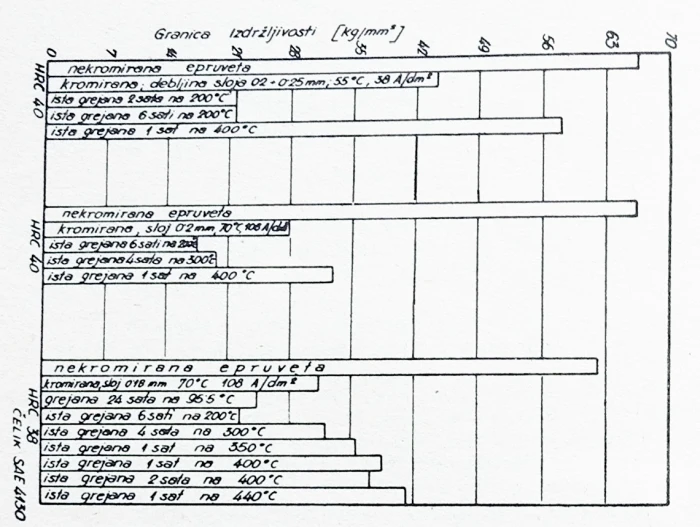
Slika 5
Na osnovu gornjih podataka mogu se izvesti sledeći opšti zaključci:
Termička obrada na nižim temperaturama nema nikakvog uticaja na povećanje otpornosti na zamor hromiranog dela.
Da bi se povećala granica izdržljivosti hromiranih čelika, termička obrada se mora vršiti na temperaturama ne manjim od 315°C. Veće povećanje granice izdržljivosti se postiže na temperaturama oko 440°C.
Na isti način bi se mogao analizirati uticaj ostalih galvanskih prevlaka na otpornost na zamor osnovnog materijala, što na ovom mestu zbog opširnosti ovog problema nije moguće. Napominjem samo da i galvansko pocinkovanje, koje se u vazduhoplovstvu vrlo često koristi za zaštitu od korozije raznih usadnih i ostalih zavrtnjeva, navrtki, podloški itd., smanjuje granicu izdržljivosti tih delova. Zato je potrebno da se jače opterećeni delovi, posle pocinkovanja, podvrgnu naknadnoj termičkoj obradi.
Konstruktivni oblik dela. - Na početku izlaganja je napomenuto da nepodesna konstrukcija dela, koja sprečava da se naprezanje ravnomerno rasporedi po čitavom preseku, može povećati disponiranost dela za lom kod oscilatornih opterećenja. Najopasniji su naglo i oštro smanjenje preseka na vratilima, nepodesan oblik kanala za klin, rupe za ulje, oštar i nepravilan profil zavojnice i slično.
Teoretski faktor koncentracije naprezanja Kf odredio je Frocht na foto-elastički način i to za aksijalna oscilatorna opterećenja i opterećenja savijanja. Na dijagramu (Slika 6) data je zavisnost faktora Kf od raznih odnosa r/d za slučaj savijanja. Iz istog se vidi da oštri prelazi sa malim zaokruženjem znatno povećavaju koncentraciju naprezanja.
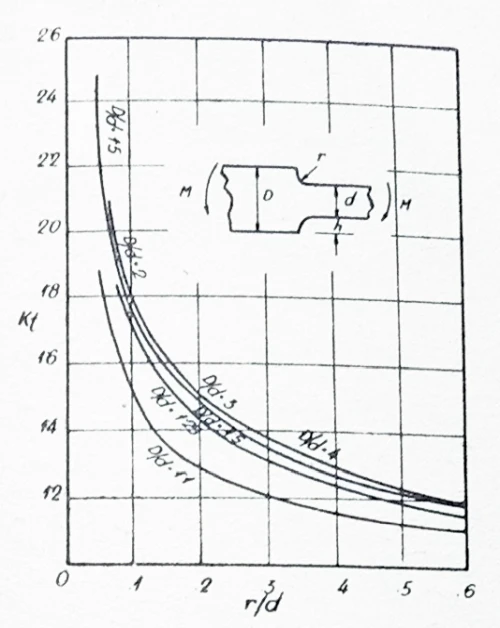
Slika 6
Isto tako je dijagramski prikazan (Slika 7) uticaj poprečnih rupa u vratilu kao funkcija odnosa prečnika rupe i prečnika vratila a/d, kao i uticaj zaokruženja dna kanala za klin kod oscilatornih opterećenja na savijanje (Slika 8).
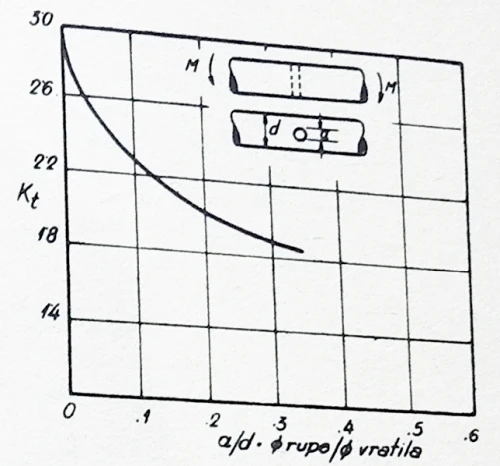
Slika 7
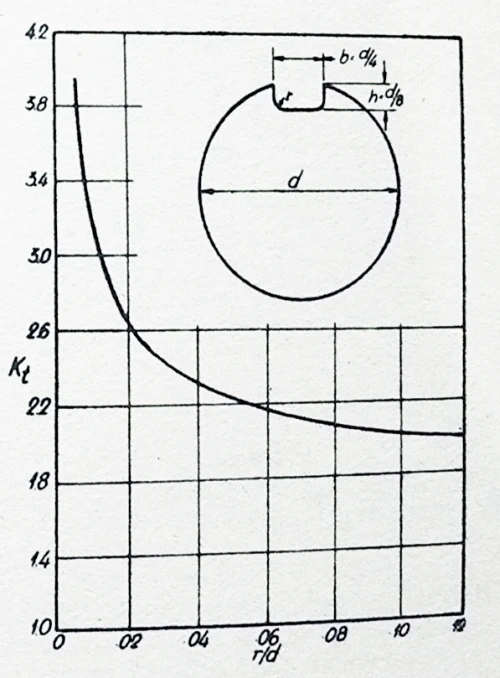
Slika 8
Kod kanala za klin na vratilima postoji, s obzirom na otpornost materijala na zamor, znatna razlika, zavisno od toga da li je kanal izrađen kao profilni ili sa postepenim izlazom. Brojčano je taj uticaj prikazan u tablici 4 u vidu faktora Kf.
Kf = (Dinamička jačina oscil. otp. epruvete bez koncentrac. naprezanja) / (Dinamička jačina oscil. opt. epruvete sa koncentrac. naprezanja)
Tablica 4
Čelik | Kf - kanal | |
Sa izlazom | Profilni | |
| Hrom-nikl čelik (kaljen i napušten) | 1,61 | 2,07 |
| Ugljenični čelik (normalizovan) | 1,32 | 1,61 |
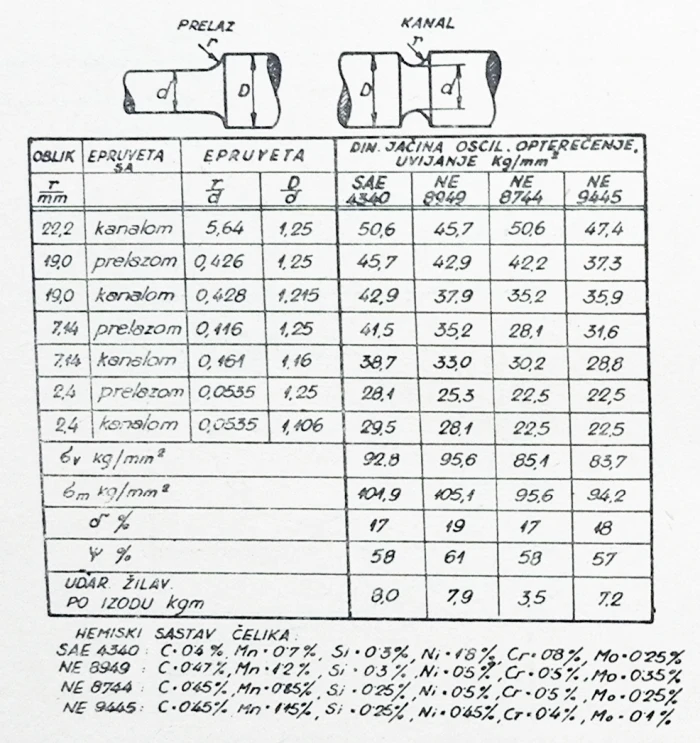
Za nas su interesantni podaci iz Tablice 5 koje su sastavili Horger i Buckwalter o ponašanju epruveta iz nekih konstruktivnih čelika (američkih) sa prelazom ili kanalom, opterećenih na uvijanje, jer su na taj način na vazd. klipnim motorima opterećeni mnogi vitalni delovi (radilice, osovina elise itd.).
Tablica 5
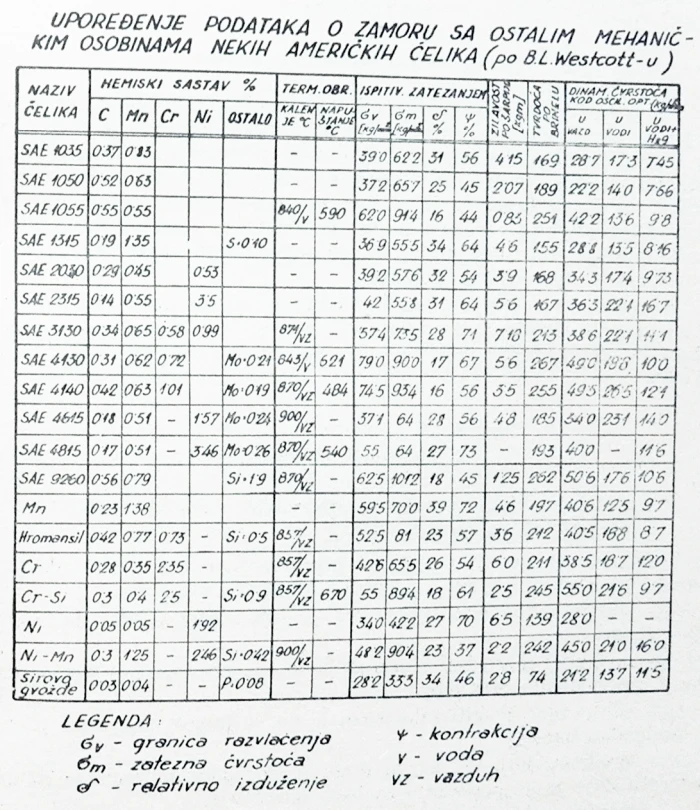
Iz svega što je napred rečeno o uzročnicima lomova pojedinih delova mašina usled zamora materijala, mogao bi se izvesti jedan opšti zaključak: prema delovima, koji u radu podležu oscilatornim opterećenjima bilo kakvog karaktera moramo se u toku proizvodnje, opravke ili rukovanja odnositi krajnje oprezno, moramo se strogo pridržavati zahteva površinske obrade, pažljivog postupanja, jer kao što se iz prednjeg izlaganja može zaključiti, naizgled sitnice mogu dovesti do loma dela, što u vazduhoplovstvu može imati ozbiljnih posledica. Kao dodatak priložena je Tablica 6 sa podacima o mehaničkim osobinama nekih američkih čelika, koji nam mogu poslužiti za upoređivanje numeričkih vrednosti ispitivanja čelika na zamor pod različitim uslovima sa ostalim mehaničkim osobinama čelika.
Tablica 6
Autor: Vazd. tehnički kapetan Ing. ŽELIMIR DOBOVIŠEK
Izvor: Vazduhoplovnotehničke novosti 1/1954