Konstrukcioni materijal, tj. materijal za gradnju i izradu mašina, mašinskih konstrukcija i njihovih delova sačinjavaju u prvom redu metali: čelik i druge vrste gvožđa, bakar, kalaj, cink, olovo, zatim drvo, nikal, aluminijum, razne legure i sl. koža, guma, plastične mase, azbest, kudelja, pamuk, staklo itd.
Čelik. Danas je to glavni materijal u mašinstvu. Najviše se upotrebljava topljeni i to SM čelik. Po svom sastavu čelik je legura hemijski čistog gvožđa (Fe) i ugljenika (C). Sve vrste čelika koje se upotrebljavaju u tehničkoj praksi obično sadrže pored ugljenika i druge primese, odnosno dodatke: mangan, silicijum, sumpor, fosfor, hrom, nikla molibden i dr. Sumpor i fosfor su štetne primese, jer izazivaju krtost materijala. Zato kvalitetni konstrukcioni čelici ne smeju imati sumpora i fosfora zajedno više od 0,1%.
Prema svojoj upotrebi topljeni čelik može se podijeliti ovako:
konstrukcioni čelik, koji prema svom sastavu može biti ugljenični i legirani;
alatni čelik, takođe može biti ugljenični i legirani i
plemeniti ili visokolegirani čelik.
Konstrukcioni čelik je takav topljeni čelik od kojeg se kuju ili presuju mašinski delovi, ili se od njega valjaju štapovi raznih preseka, ugaonici, profilisani nosači, lim, žica i drugi delovi od kojih se traži velika čvrstoća i živalost.
Granica elastičnosti kod običnih ugljeničnih čelika iznosi oko 0,55 od jačine materijala pri kidanju.
Legirani čelici, osim ugljenika i ostalih primesa mogu da sadrže i Cr, Mo, W itd., koji se dodaju da bi se postigla željena svojstva čelika. Ovi čelici imaju znatno veću čvrstoću i veću granicu elastičnosti nego obični čelici.
U standardima je vrsta čelika određena osnovnom oznakom koja se sastoji od 4 brojčana simbola i kratice »Č« za naziv materijala. U posebnim slučajevima dodaje se još i dopunska oznaka od jednog (ili dva) brojčanog ili slovnog simbola. Kod čeličnog materijala koji se dobro vari dodaje se iza osnovne oznake slovo »V«. Za raspoznavanje vrsta čelika merodavni su simboli na 3 i 4 mjestu: 0-19 za ugljenične čelike s nezagarantovanom čistoćom, 45-89 za ugljenične čelike sa zagarantovanom čistoćom, i 90-99 za ugljenične čelike za automate.
I. Kod ugljeničnih čelika nezagarantovanog hemijskog sastava (tablica 1) na prvo mesto dolazi simbol 0; na drugo mesto simbol za jačinu materijala prema ovom pregledu:
1 označava čelik jačine do 33 kp/mm2
2 označava čelik jačine do 34-36 kp/mm2
3 označava čelik jačine do 37-39 kp/mm2
4 označava čelik jačine do 40-49 kp/mm2
5 označava čelik jačine do 50-59 kp/mm2
6 označava čelik jačine do 60-69 kp/mm2
7 označava čelik jačine do 70 kp/mm2
Čelični materijal za sporedne svrhe nema određenih karakteristika pa mu je oznaka na 2 mestu nula.
II. Kod čelika sa zagarantovanim hemijskim sastavom (čelici za cementiranje i oplemenjivanje) treba razlikovati:
Kod ugljeničnih čelika na prvo mesto dolazi oznaka 1, na drugom mestu se nalazi 10-struka zaokružena vrednost max % ugljenika.
Kod legiranih čelika na prvom mestu se nalazi brojčana oznaka najuticajnijeg elementa u sastavu legure, a na drugom drugi po redu uticajni elemenat. Kod jednostruko legiranih čelika na drugom mestu se nalazi simbol 1. Sastavni delovi legure daju se rednim brojevima od 1 do 8 zaključno i to prema ovom redosledu elemenata: C, Si, Mn, Cr, Ni, W, Mo, V. Na taj način silicijum je zastupljen brojem 2, a vanadijum - brojem 8.
Simboli na 3. i 4. mjestu takođe označavaju redni broj čelika:
0-19 čelici koji se ne obrađuju termički,
20-29 čelici za cementiranje (tablica 2),
30-39 čelici za oplemenjivanje (tablica 3).
U skladištu se vrsta čelika obeležava bojom i to sa 4 trake koje odgovaraju osnovnoj oznaci brojčanog simbola i sa dodatkom 1 ili 2 trake koje odgovaraju brojčanom simbolu dopunske oznake.
Ugljenični konstrukcioni čelik deli se na:
obični ugljenični čelik i
čelik za cementiranje i oplemenjivanje.

Tabela 1 - Karakteristike konstrukcionih čelika u kp/mm2
Tabela 1 sadrži pregled običnih ugljeničnih čelika za gradnju mašina i daje podatke o statičkoj i dinamičkoj jačini materijala u kp/mm2. Dinamička jačina materijala pri istezanju - pritisku beleži se, radi jednostavnosti, bez posebnog indeksa.
Č. 0000 i Č.0010: Čelik običnog (trgovačkog) kvaliteta. Upotrebljava se za sporedne delove od kojih se ne traži neka naročita čvrstoća. Rešetke za prozore. Zaštitne ograde za mašine.
Č. 0210: Za delove od kojih se traži velika žilavost: zavrtnji, prstenovi za stezanje i delovi koji se moraju cementirati. Za slabo opterećene mašinske delove koji se izrađuju kovanjem: poluge, držalje, ručice. Cementira se i kovački vare. Čelici sa garantovanom sposobnosti za varenje nose dopunsku oznaku »V«.
Č. 0300: Obični trgovački kvalitet za građevinski materijal. Valja se u šine, pragove, profilisani čelik, šipkasti i trakasti čelik. Za varenje je predviđena vrsta Č. 0345 V.
Č. 0400: Za delove izložene promjenljivim silama i udarima, gde se traži velika žilavost: motorne poluge, slabo opterećene krivaje, osovine, vratila. Za obrtne delove gde nije potrebna velika površinska tvrdoća, pošto habanje ne dolazi u obzir ili ono nije štetno. Za presovane delove. Za manje napregnute čeone zupčanike. Još se može cementirati. Teško se zavaruje.
Č. 0545: Za jače napregnute delove gde je, s obzirom na habanje, potreban tvrdi materijal: vratila, ručice, koljenasta vratila. Za delove koji moraju imati izvesnu prirodnu tvrdoću: klipnjače, motorne poluge, krmilska vratila. Zavrtnji za naročite svrhe. Manje napregnuti nezakaljeni zupčanici. Nije za cementiranje. Slaba zavarljivost.
Č. 0645: Kao i Č. 0545, samo za jače napregnute delove: motorne i spojne poluge, klipnjače, vratila lokomotiva i Dizelovih motora. Za delove izložene visokom površinskom pritisku: čivije, klinovi, puževi, vretena za prese, mali zupčanici. Pogodon za oplemenjivanje. Kali se. Nije svarljiv.
Č. 0745: Prirodno tvrdi delovi: valjci za valjanje metala, patrice i matrice za presovanje. Jako napregnuti puževi i zupčanici. Za visoko opterećene delove ako nisu izloženi naizmeničnim silama. Dobro se kali. Sposoban za oplemenjivanje. Obrada je skupa.
Materijal koji se valja u šine, pragove, profilisani čelik, limove, šipkasti i trakasti čelik podeljen je u nekoliko vrsta.
Za zakovane konstrukcije i delove zavarenih konstrukcija, gdje nema opasnosti od krtog loma, upotrebljavaju se ove vrste: Č. 0360 (Č. 37); Č. 0460 (Č. 42) i Č. 0560 (Č. 52).
Za zategnute delove zavarenih konstrukcija upotrebljavaju se kvalitetniji čelici ovog standarda: Č. 0461 i Č. 0561.
Za konstrukcije izložene opasnosti krtog loma predviđeni su visokokvalitetni čelici: Č. 0462 i Č. 0562.
Osim zatezne čvrstoće imaju i zagarantovanu žilavost.
Ugljenični čelik za cementiranje i oplemenjivanje. To je čelik naročitog kvaliteta koji se razlikuje od običnog konstrukcionog čelika boljim mehaničkim osobinama i većim stepenom čistoće, tj. sadrži u sebi manje sumpora i fosfora, čiji ukupni sadržaj ne sme prekoračiti 0,07%. Tablice 2 i 3 sadrže pregled standardnih vrsta čelika za cementiranje i oplemenjivanje, njihove oznake i podatke o statičkoj i dinamičkoj čvrstoći.
Vrste ugljeničnih čelika Č. 1121, Č. 1221, Č. 1331, Č. 1431, Č. 1531 predviđene u standardu, imaju isti sastav i iste karakteristike kao i čelici Č. 1120, Č. 1220, Č. 1330, Č. 1430 i Č. 1530, ali se odlikuju većim stepenom čistoće i ravnomernijom strukturom, te imaju veću žilavost u jezgru.
Mehaničke karakteristike, date u tablicama za legirani čelični materijal, važe za čelike određenog hemijskog sastava. U skraćenom obeležavanju, sastav se označuje na ovaj način: prva dva broja pokazuju srednju količinu ugljenika u % povećanu 100 puta. Hemijski simboli iza toga označavaju sastavne elemente legure, dok brojevi do ovih simbola pokazuju srednju sadržinu svakog od ovih elemenata povećanu 4 puta, ako se radi o elementima zastupljenim u leguri većim % (Cr, Co, Mn, Ni, Si, W), a povećanu 10 puta u slučaju elemenata koji, po pravilu, dolaze u vrlo malim količinama, kao Al, Cu, Mo, Ti, V. Na taj način se želi pri obeležavanju izbeći primena decimalnih brojeva. Na primer, oznaka 13 Cr V 53 predstavlja legirani čelik sa 0,13% C, 1,25% Cr (tj. 5:4) i 0,3% V. Ako oznaka ima na kraju zajednički broj za oba elementa, kao npr. 18 Cr Ni 8, znači da se radi o čeliku sa 0,18 C, 2% Cr, (tj. 8:4) i 2% Ni.

Tabela 2 - Čelici za cementiranje. Karakteristike u kp/mm2
Č. 1120: Manji mašinski delovi koji se moraju cementirati: za uredske mašine i mašine za izradu obuće. Za cementirane delove aviona i motora.
Č. 1220: Manji mašinski delovi koji moraju imati veliku površinsku tvrdoću: poluge, rukavci, zglavci, osovinice, čaure, zupčanici, krmilska vratila, razni alati, kalibri, šabloni.
Č. 1121 i Č. 1221: Za delove kao i kod Č. 1120 ili Č. 1220 ali kod kojih se postavljaju veći zahtevi s obzirom na stepen čistoće, ravnomerniju strukturu i veću žilavost u jezgru: vretena mašina za brušenje, osovinice klipova, krmilska vratila.
Č. 4120: Krmilska vratila, valjci za ležišta, klipne osovinice, vretena mašina radilica, merni alat.
Č. 4320: Manji zupčanici i vratila u gradnji motornih vozila.
Č. 4321: Jače opterećeni zupčanici i vratila u gradnji motornih vozila. Čepovi, kalibri.
Č. 5420: Visoko napregnuti zupčanici manjih dimenzija.
Č. 5421: Tanjirasti zupčanici u gradnji teretnih vozila kao i visoko napregnuti zupčanici i vratila većih dimenzija.
Č. 4231: Cijanizirani zupčanici velike površinske tvrdoće.
Čelici za cementiranje dolaze u obzir za sve delove koji su izloženi jakom habanju.
Cementiranje. Mnogi mašinski delovi, kao što su npr. rukavci, zupčanici i sl., da bi bili otporni protiv habanja i izdržljivi prema udarnim opterećenjima, moraju istovremeno imati i visoku tvrdoću i veliku žilavost. Ove dve osobine retko kad se sreću u jednom materijalu, a i tada su to skupi visokolegirani čelici. Međutim, mogu i obični prirodno žilavi ugljenični i slabo legirani čelici primiti veliku površinsku tvrdoću ako se samo prethodno podvrgnu hemijsko-termičkoj obradi cementiranja i površinskog kaljenja.
Cementiranje se sastoji u tome što se čelik sa malom sadržinom ugljenika (najviše 0,25%) izloži žarenju na temperaturi 750-850° C u sredini bogatoj ugljenikom (najčešće je to prah drvenog uglja). Pri tome se povećava sadržina ugljenika u površinskom sloju čelika, usled čega ovaj sloj dobija veću tvrdoću, koja posle kaljenja može biti dva do tri puta veća od tvrdoće materijala u jezgru. Samo jezgro pri cementiranju zadržava prvobitni sastav i prema tome i dalje ostaje meko i žilavo. Dubina cementiranog sloja zavisi od temperature, trajanja procesa i sredstva upotrebljenog za ugljenisanje. Računa se da, pri ugljenisanju prahom drvenog uglja, ugljenik prodire u toku jednog sata žarenja na dubinu od oko 0,1 mm. Kako potrebna debljina cementiranog sloja zavisi od veličine delova i ide od 0,3 mm kod sitnih delova pa do 3 i više mm kod delova velikih preseka, vremenske granice za proces cementiranja iznose od 3 do 30 sati. Debljina cementiranog sloja proverava se prelomom probnog komada koji se cementira pod istim okolnostima kao i mašinski delovi. Da bi se ostvarila čvrsta veza između cementiranog sloja i jezgra, potrebno je da se sadržina ugljenika prema necementiranom jezgru postepeno smanjuje. Na mestima neravnomernih prelaza stvaraju se pri kaljenju vrlo velika unutrašnja naprezanja, usled kojih može lako nastupiti odvajanje jače cementiranog sloja od manje cementiranog.
Cementiranje se primjenjuje na gotove, već izrađene delove, koji se prethodno očiste, stave u naročite sanduke, a naokolo se oblože sredstvom za cementiranje. Cementiraju se npr. brzokretni zupčanici, rukavci kolenastih vratila, vretena i delovi mašina radilica, zatim neki komplikovani alati, koji bi se lako lomili kad bi bili izrađeni od tvrdog čelika pa onda zakaljeni. Cementirani delovi lako podnose udare.
Nitriranje se primenjuje takođe u svrhu dobijanja velike površinske tvrdoće. U odnosu na cementiranje, postupak nitriranja ima tu prednost što teče pri znatno nižim temperaturama, tako da se pri tom delovi gotovo i ne deformišu. Nitrirani sloj je otporan prema koroziji te zadržava postojanu tvrdoću i na visokim temperaturama, što nije tako kod cementiranih delova. Za nitriranje uzimaju se čelici legirani sa Al, Ti, V, Cr, W, Mo, Mn, kao npr. čelici 27 CrAl 6, 34 CrAl 6, 31 CrMoV 9.
Jonitriranje se sprovodi posredstvom jonizacije gasova uz primenu vakuma i elektronike pri istovremenom zagrevanju celog predmeta koji se na ovaj način nitrira. Ovakvim postupkom mogu se vrlo uspešno kaliti i delovi sa dugačkim, uskim i složenim rupama. Sposobnost prodiranja joniziranog gasa je tako velika da se pri tom mogu kaliti na izvesnoj dužini i slepe rupe prečnika 1 mm. Deformacije prilikom toplotne obrade su manje nego pri drugim postupcima, i stoga jonitrirane delove uopšte ne treba naknadno obrađivati. Jonitrirani delovi imaju visoku površinsku tvrdoću, visoku otpornost prema habanju, koncentrisanim opterećenjima i udarima, prema zamoru i koroziji, visoku postojanost nitriranog sloja pri zagrevanju i njegovu sposobnost za poliranje. Debljina jonitriranog sloja obično iznosi do 1 mm. Veće debljine nisu ekonomične.
Oplemenjivanje se sastoji u kaljenju, posle kojeg se obavlja otpuštanje na tako visokim temperaturama da nastaje znatno povećanje čvrstoće, granice razvlačenja i žilavosti. Predmet se zagreje, do 850-950° C, a zatim se naglo ohladi kao i pri kaljenju; posle toga se polako otpušta, i to na temperaturi 400-700° C. Ako se oplemenjuju već izrađeni delovi, njihova mehanička obrada je jevtinija nego kad bi bili izrađeni od jačeg materijala, s tim da se ne moraju oplemenjivati. Upotrebljavaju se za visokonapregnute delove kada više nisu dovoljni obični konstrukcioni čelici i kada se postavljaju veći zahtjevi u odnosu na habanje. Pregled čeličnog materijala za oplemenjivanje sadrži tabela 3.

Tabela 3 - Čelici za oplemenjivanje. Karakteristike u kp/mm2
Rezultati termičke obrade ispituju se merenjem tvrdoće materijala. Kao karakteristika tvrdoće obično služi Brinelov broj HB ([kp/mm2]. Brinelova proba čeličnom kuglicom primjenjuje se samo kod materijala čija tvrdoća nije veća od HB 400 kp/mm2, jer se inače kuglica neelastično deformiše, te rezultat merenja postaje netačan. Pomoću aparata sa kuglicama od metalokeramičkog volfram-karbidnog materijala mogu se meriti i znatno veće tvrdoće. Inače merenje vrlo velikih tvrdoća vrši se ili Rokvelovim [HR] ili Vikersovim aparatom [HV]. Ova merenja se postižu utiskivanjem dijamantskog šiljka u obliku konusa ili piramide, koji na taj način može izdržati najveće pritiske a da se pri tom ne deformiše.
Čelični liv (ČL). Čelični liv se proizvodi topljenjem starog čelika i livenog gvožđa u Simens-Martinovoj peći ili u Besemerovoj kruški. Glavna je osobina čeličnog liva što se izliveni delovi mogu kovati bez posebne pripreme i što on ima mnogo veću jačinu protiv kidanja i neuporedivo veću istegljivost nego liveno gvožđe. Kod livenog gvožđa δ=(0,25-0,5%), a kod čeličnog liva δ=(8-20%). Upotrebljava se uglavnom za livene mašinske delove koji se, usled velikih dimenzija ili složenog oblika, ne mogu iskovati.
Slovni simbol ČL označava čelični liv. Simbol 0 na prvom mestu znači materijal nezagarantovanog hemijskog sastava. Na drugom je jačina materijala u kp/mm2 umanjena 10 puta. Za stanje čistoće materijala merodavni su simboli na 3 i 4 mjestu. Svi odlivci po ovom standardu moraju biti termički obrađeni radi otpuštanja napona (žarenje, normalizacija).

Tabela 4 - Čelični liv. Karakteristike u kp/mm2
ČL. 0300, ČL. 0345, ČL. 0346: Ukrsne glave klipnih mašina. Lokomotivski točkovi.
ČL. 0445: Veliki odlivci jednostavnog oblika: oklopi, generatora, delovi lokomotivskih postolja.
ČL. 0545: Zamajci. Delovi motornih vozila.
ČL. 0645: Za vrlo jako opterećene delove. Delovi mašina za valjanje. Delovi hidrauličnih presa.
Za naročite slučajeve primene predviđene su specijalne vrste čeličnog liva. Tako se npr. vrste ČL. 0345 i ČL. 0545 upotrebljavaju u gradnji lokomotiva i vagona, i to za livene okvire, postolja, točkove, jako napregnute ukrsne glave. Odlivci od ugljeničnog čelika mogu se primeniti na temperaturama do 250° C.
Za delove izložene visokim temperaturama upotrebljava se malolegirani čelični liv: ČL-C 25, ČL-22M04, ČL-22CrMo5, ČL-CrMo54.
Liveno gvožđe. Gvozdeni materijal sa sadržinom uljenika većom od 2,3% zove se liveno gvožđe. Krto je i ne da se kovati: Kovnost mu se može u izvesnoj meri vratiti putem termičke obrade (temperisanja). Za izradu mašinskih dijelova i konstrukcija služi sivi liv (SL). Dobro se lije i lako obrađuje. Glavna je osobina sivog liva što se on lako topi (1050-1200° C), što je dovoljno tečan i lako ispunjava kalupe pri livenju. Mnogo se upotrebljava u mašinstvu, naročito zato što se livenjem mogu izraditi i delovi vrlo složenog oblika. S obzirom na to da je izrada livenih delova, u odnosu na kovane i presovane, jevtina, pojavile su se mnoge nove vrste livenog gvožđa od kojih neke danas uspešno zamenjuju čelični materijal u najodgovornijim konstrukcijama. U standardu slovni deo oznake SL znači sivi liv, a brojčani nazivnu zateznu čvrstoću u kp/mm2. Sa povećanjem debljine odlivka, opada jačina sivog liva.

Tabela 5 - Sivi liv. Karakteristike u kp/mm2
SL 12: Za sporedne mašinske delove: postolja, okviri, oklopi.
SL 14, SL 18: Cilindri motora, presa, pumpa. Klipovi. Prstenovi za klipove. Cevi za vodovod i plinovod. Kaišnici. Zupčanici.
SL 22, SL 26: Jako opterećeni delovi klipnih mašina. Cilindri klipnih motora. Oklopi turbina (do 300°C). Zupčanici.
SL 30: Rebraste cijevi kod kotlova visokog pri- tiska. Klipne opruge.
Osim vrsta navedenih u tabeli 5 ima više specijalnih vrsta livenog gvožđa:
Tvrdo liveno gvožđe za valjke, hidraulične klipove, mašine za lomljenje kamena.
Liveno gvožđe otporno protiv vatre, upotrebljava se za rešetke i druge livene dijelove ložišta. Od njega se izrađuju lonci za topljenje i lonci za temperovanje.
Liveno gvožđe otporno protiv kiselina i alkalija. Sadrži 12-18% Si ili dodatak monel-metala.
Nodularni liv. Liveno gvožđe ima malu jačinu pri kidanju i ne podnosi udare, što ograničava njegovu primenu. Nedovoljna otpornost livenog gvožđa je uslovljena laminarnom strukturom grafita u njemu. Uvođenjem u liveno gvožđe magnezijuma, grafit se izluči u vidu kuglica (gvožđe sa sferoidnim grafitom), čime se u znatnoj mjeri poveća otpornost, žilavost i istegljivost liva, koji na taj način dobije osobine čelika sl. 25. Dobro se vari, lako se lije i obrađuje, podesan je za kaljenje, oplemenjivanje i druge vrste termičke obrade. Naročito je otporan prema habanju, te u ovoj oblasti nadmašuje sve dosad poznate materijale.
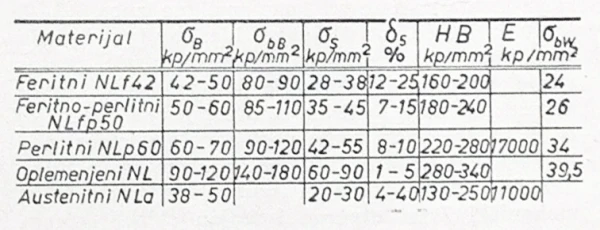
Tabela 6 - Nodularni liv
Temperovani liv (TeL). Dobija se dugotrajnim žarenjem belog liva na temperaturi 850-1000° C u prisustvu materija bogatih kiseonikom. Pri tome sadržaj ugljenika u površinskom sloju opada od 2,8-3,5% do oko 1%. Usled toga se povećava jačina pri kidanju do 35-40 kp/mm2, dok istegljivost kod crnog temperovanog liva iznosi (10 do 12%). Nakon temperovanja materijalu se u izvesnoj meri vraća sposobnost kovanja. Postupak se vrši na taj način što se izliveni delovi, određeni za temperovanje, stave u naročite lonce i oblože nekim oksidirajućim sredstvom (crvena gvozdena rudača). Zatim se lonci hermetično zatvore i žare se 3 do 9 dana.
Primenjuje se za serijsku izradu manjih delova, često znatno napregnutih, kao što su delovi poljoprivrednih, šivaćih, štamparskih i drugih mašina, delovi vagona, automobila, motocikla i sl. Od temperovanog liva izrađuju se i ključevi za brave, ključevi za zavrtnje i navrtke itd.
Pošto se delovi liju, proizvod je srazmjerno jevtin i uspešno nadoknađuje skupi postupak kovanja. Primena je ograničena na srazmerno tanke odlivke (do 40 mm), da bi se na taj način temperovanje moglo izvršiti po cijeloj dubini.
Standardne vrste belog temperovanog liva: BTeL00; BTe L35; BTe L40. Naročito je podesan za male odlivke.
Vrste crnog TeL: CTeL35; CTe L38; CTeL45. Broj iza kratice označava jačinu materijala pri kidanju.
Bakar i bakarne legure
Bakar dolazi u trgovinu u vidu valjaoničkih gredica i blokova za valjanje traka, limova, žice; zatim u vidu trupaca za presovanje šipki, cijevi, profila, kao i u vidu trupaca (ingota) za proizvodnju odlivaka.
Razlikuju se ove vrste:
nerafinisani, tzv. blister-bakar, sa 98,50% Cu,
topionički rafinisani bakar sa 99,00 do 99,90% Cu,
katodni bakar u vidu bakrenih ploča koje su kao katode proizvedene elektrolitičkom rafinacijom bakra.
Prema standardu, rafinisani bakar može da sadrži najviše 1% ostalih legirajućih elemenata u koje nisu uračunati nikl i srebro, kao ni kiseonik.
Kvalitet bakra zavisi u prvom redu od stepena čistoće. Čist bakar je vrlo skup i u gradnji mašina ima ograničenu primenu. Najviše se upotrebljava u hemijskoj industriji zbog svoje otpornosti hemijskim uticajima i u elektroindustriji zbog svoje velike provodljivosti električne struje. Ima veliki značaj kao sastavni deo vrlo važnih legura, od kojih su najpoznatije brozna i mesing.
Bakar za livenje (Liv Cu), u vidu ingota, upotrebljava se za proizvodnju odlivaka, a najviše za izradu legura koje se ne prerađuju plastičnom deformacijom. Jačina mu iznosi svega 8-14 kp/mm2. Valjaonički bakar ima jačinu pri kidanju 23-38 kp/mm2 i istegljivost 35-40%. Granica elastičnosti svega 8 kp/mm2. Jačina pri kidanju i istegljivost naglo opadaju pri zagrevanju, pa se stoga bakar ne sme upotrebljavati za delove koji rade u oblasti visokih temperatura.
Bronza. Osobine čistih metala ne odgovaraju često potrebama prakse. Zato se oni legiraju sa drugim metalima i elementima i time se njihove osobine menjaju, tako da se za svaku svrhu može pripremiti najpogodniji materijal.
Bronza je legura bakra i kalaja, često sa dodatkom još i drugih materijala. Prema tehničkim propisima, bronzom se smatra legura u kojoj je najmanje 60% bakra. Bronze imaju veliku jačinu pri kidanju, veliku otpornost protiv pritiska i habanja, vrlo veliku otpornost protiv rđanja i zato su dobile veliku primjenu u mašinstvu.
Razlikuju se bakarne legure za livenje i bakarne legure za plastično oblikovanje. Tabela 7 daje podatke o bakarnim legurama za livenje. U oznaci slova P, K, Ti C znače: leguru za livenje u pijesku (P), leguru za livenje u kokili (K), leguru za livenje pod pritiskom (T), leguru za centrifugalni liv (C). Iza ovih oznaka koje, dakle, određuju tehnološku namenu legure, dolaze hemijski simboli za bakar i za glavne sastavne elemente legure. Sadržaj bakra se navodi brojčano samo kod legura sa sadržajem cinka kao glavnim dodatnim elementom (tj. kod mesinga). Kod bronze i crvenog liva, iza slovnih oznaka se stavi sadržaj kalaja u leguri, a kod crvenog liva još i sadržaj cinka.
Bronze se razlikuju prema imenima glavnih dodatnih elemenata, kao: aluminijumska bronza, olovna, niklena, manganska, silicijumska bronza i sl.
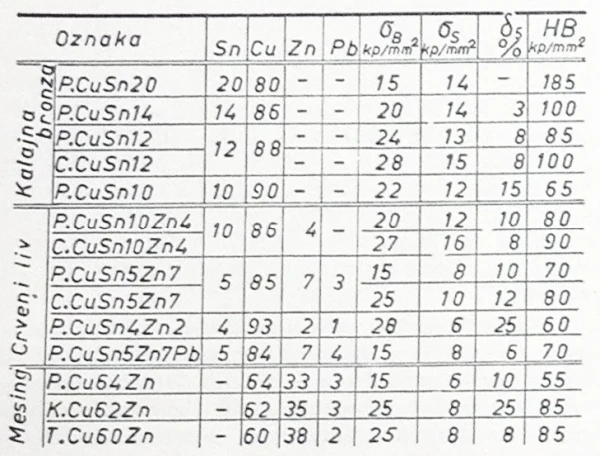
Tabela 7 - Bronze
Pri livenju bronze obično se dodaje oko 1% fosfornog bakra, koji služi za dezoksidaciju legure. Ovakva se bronza zove fosforna i predstavlja odličan materijal za jako opterećene posteljice ležišta.
Crveni liv ili mašinska bronza je legura (84- 93)% bakra, (4-10)% kalaja sa dodatkom cinka i olova. Dodatkom olova i cinka legura postaje u rastopljenom stanju vrlo žitka i zato je naročito podesna za livenje složenih i preciznih delova. Upotrebljava se uglavnom za kotlovsku i mašinsku armaturu i za posteljice ležišta.
Mesing je legura bakra i cinka u kojoj je pretežni dio bakra. Razlikujemo mesinge za livenje i mesinge za kovanje. U tehničkoj praksi mesing se više upotrebljava nego bronza, pošto je jeftiniji i lakše se obrađuje. U skraćenom obeležavanju broj iza kratice označava sadržinu bakra u %.
Beli metal (BM) je legura kalaja, antimona, bakra i olova. Upotrebljava se za zalivanje posteljica ležišta, gde materijal treba da je otporan protiv gnječenja usljed površinskog pritiska, da ima mali otpor trenja pri obrtanju vratila i da dobro odvodi toplotu. Ovim uslovima najbolje odgovaraju kalajni beli metali. Obeležavaju se oznakom BM i sadržinom kalaja u %. U normama su predviđene ove vrste kalajnog bijelog metala: BM 80 F, BM 80, BM 20, BM 10, BM 5. Legure sa manje kalaja su jevtinije, ali su slabije.
Za lokomotivska ležišta, pošto su ona jako opterećena i izložena prašini i atmosferskim uticajima, uzima se kvalitativno najbolji beli metal: BM 80 F ili BM 80.
Sinterovani materijali
Prema opšte poznatom postupku, materijal za izradu metalnih mašinskih delova prolazi kroz fazu topljenja, odnosno livenja, da bi se nakon dovršenog oblikovanja podvrgao određenoj mehaničkoj i mašinskoj obradi i na taj način dobio svoj konačni oblik i konačne mere. Međutim, za delove od sinterovanog materijala karakteristično je to da njihovo oblikovanje uopšte ne prolazi kroz tečnu fazu već se ostvaruje u čvrstom stanju. Kao baza za sinterovani materijal služi metalni prah (bronza, gvožđe, čelik i sl.) proizveden elektrolitičkim, hemijskim ili mehaničkim putem. Ovaj poslednji način dobijanja je ekonomičniji, pa se stoga danas smatra osnovnim u metalurgiji dobijanja metalnog praha. Ovdje se polazni materijal (npr. meko gvožđe) sitni u mehaničkim mlinovima do potrebne finoće zrnaca zatim se žari da bi se odstranili ostaci oksida i otklonile hladne deformacije (odnosno naprezanja) i da bi time materijal dobio potrebne osobine za predstojeće presovanje. Dodavanjem podesnog sredstva za klizanje (grafitni prah, čad, kalofonijum) poveća se sposobnost metalnog praha za oblikovanje. Presovanje se vrši u radnim kalupima pritiscima 2-6 Mp/cm2, što zavisi od namene delova koji se na ovaj način proizvode. Specifična težina koja se pri tome postigne iznosi 5,5-7 kp/dm3. Pored uobičajenog hladnog presovanja metalnog praha primjenjuje se i vruće presovanje, odnosno sinterovanje pod pritiskom. Tada se prah, izložen pritisku, istovremeno i sinteruje, te se na taj način može postići veća gustoća materijala. Pri sinterovanju materijal se speče te se delovi ovim toplotnim postupkom prevode u mehanički čvrst otporan i trajan oblik. Temperatura sinterovanja iznosi oko 2/3 temperature topljenja gvožđa, a sam proces traje 1½-2 sata, i utoliko je kraći ukoliko je temperatura sinterovanja veća. Većinom se sinterovani delovi podvrgavaju hladnom presovanju u matricama, odakle izlaze već kao gotov proizvod, i to sa tako visokom tačnošću izrade da se mogu uklopiti u konstrukciju bez naknadne dorade. Ovo je vrlo povoljno za troškove gotovog proizvoda. Tako se npr. pri masovnoj proizvodnji zupčanika dobije cena gotovog proizvoda za oko 300% manja nego pri uobičajenoj izradi zupčanika putem mašinske obrade.
Bitna osobina postupka sinterovanja sastoji se u tome što se pomoću njega dobija materijal koji je, u zavisnosti od visine upotrebljenog pritiska, manje ili više porozan, tj. šupljikav. Pore se mogu npr. natopiti mazivom, pa se na taj način dobije materijal vanredno podesan za posteljice ležišta. Lakoća kojom porozni materijal upija tečnosti omogućava impregniranje (natapanje) sinterovanih delova rastopljenim bakrom, olovom, kalajem, sumporom i sl. Na taj način impregniranjem ili se popravljaju i mijenjaju osnovna svojstva sinterovanog materijala ili se u njega unose baš one osobine koje se žele. Tako se npr. sinterovano gvožđe i sinterovana bronza mnogo primenjuju za izradu posteljica ležišta, zaptivača, zupčanika i sl. Sinterovani tvrdi materijali služe za izradu vrlo otpornih delova: alata, kalupa presa, delova gasnih turbina. Poznati su takođe naročiti sinterovani materijali za elektroindustriju, finu mehaniku, optiku i sl.
Industrija sinterovanih materijala postigla je vrlo značajne uspehe i u proizvodnji materijala sastavljenih od metala i nemetala tj. u dobijanju tzv. metalokeramičkih materijala. Tako se npr. legura bakra, kojoj se doda i izvestan deo frikcionog materijala u vidu kvarcnog pijeska, karborunda i sl. upotrebljava za frikcione obloge spojnica, kočnica i sl. Ovaj materijal ima izvanrednu izdržljivost na visokim temperaturama i velikim pritiscima.
Ali danas i čisto keramički materijali dobijaju sve veći značaj i njihove vanredne osobine već se široko i uspešno iskorišćavaju u mašinstvu. Poznato je da se keramički materijali mogu obrađivati na tačnu meru, da se u njih mogu upresovati metalni delovi, naneti metalne prevlake i da se od njih mogu proizvoditi složeni i mehanički visokonapregnuti delovi, kao centrifugalne i zupčaste pumpe, pužasti prenosnici, ležišta sa klizanjem i ležišta sa valjcima pa čak i elastične zavojne opruge.
Današnja keramička industrija raspolaže posebnim keramičkim masama naročitih osobina kao što su npr. visoka udarna otpornost protiv savijanja, visoka toplotna sprovodljivost, električna poluprovodljivost (za električne grejalice), neznatno toplotno širenje, velika postojanost na promenljivim temperaturama, visoka tvrdoća i velika čvrstoća.
U primeni su poznate npr. keramičke centrifugalne pumpe koje se danas serijski proizvode i mnogo primenjuju u hemijskoj i srodnim industrijama za sprovođenje agresivnih hemikalija. Postoje pumpe u celosti izrađene od keramičkog materijala i pumpe pojačane oklopima od livenog gvožđa. Dijelovi takvih pumpi izrađuju se od tvrdog porculana, tačno se podešavaju i bruse. Ove pumpe se odlikuju ne samo visokom otpornošću prema hemijskim uticajima već imaju i veliku mehaničku otpornost protiv habanja, pa su stoga naročito podesne za tečnosti koje nose sobom i tvrde deliće, kao što je to slučaj sa pumpama za mulj i nečistoće.
Široka primena keramičkog materijala u industrijama kao što su tekstilna, papirna, štamparska, a naročito prehrambena, zasnovana je na korišćenju specifičnih osobina ovog materijala, tj. da pri dodiru sa hranom ne utiče ni najmanje na njen okus i miris, da otežava skupljanje prašine na glaziranim površinama delova te omogućava održavanje čistoće na visokom nivou.
Uvodni deo knjige
Materijal mašinskih konstrukcija
Statička jačina materijala (Stepen sigurnosti i dozvoljeno naprezanje)
Ceo sadržaj knjige: Elementi mašina - Inženjer Vasilije Volkov