Dinamička izdržljivost dijelova može se povećati:
Podesnim oblikovanjem,
Hladnom obradom ugroženih mesta,
Podesnom toplotnom obradom,
Primenom zareza rasterećenja,
Popravljanjem strukture materijala.
Naizmenična naprezanja zahtevaju kod visokonapregnutih mašinskih dijelova svestrano proučavanje naponskih linija da bi se na taj način ublažila vršna naprezanja. Pri oblikovanju delova treba, prema tome, postići što manji faktor koncentracije naprezanja. U prvom redu treba izbegavati nagle prelaze jednih preseka u druge. Zatim, na prelazima treba predvideti podesna zaobljenja koja bi naponskim linijama omogućavala, poput zareza rasterećenja, što blaži prelaz iz jednog preseka u drugi. Na taj način se izbegnu visoka vršna naprezanja na mjestima gde se obično javlja zamor materijala i odakle se razvijaju naprsline.

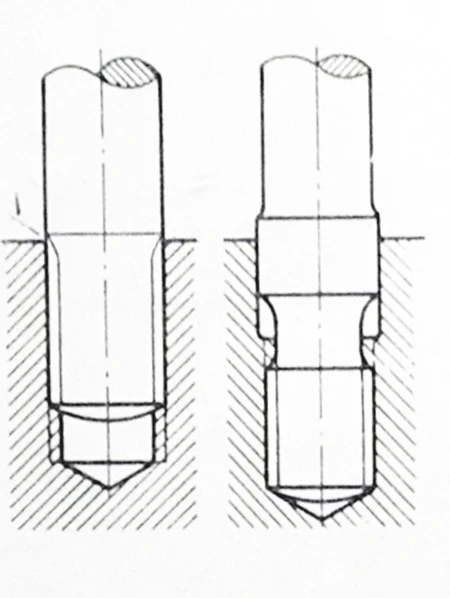
Slika 20
Vrlo nepovoljan slučaj nastupa npr. na mestu prelaza stabla zavrtnja u glavu, sl. 20. Koncentracija naprezanja na ovom mestu može da se ublaži izradom jakog zaobljenja koje postepeno prelazi u zarez rasterećenja. Radi osiguranja centričnog položaja ovakvih zavrtanja, na stablu treba na nekoliko mesta predvideti podebljanja podešena prema rupi kojoj je ovaj zavrtanj namjenjen. Vrlo visoka vršna naprezanja nastupaju i u navojima sklopa zavrtanj - navrtka. U takvom sklopu se, pored koncentracije uslovljene oblikom, javlja i koncentracija usled dodirnog pritiska. Opasnost od dinamičkog loma zavrtnja na ovom mestu se smanjuje kad se primeni npr. navrtka sa prepustom, sl. 168.
Jako zarezno delovanje postoji kod opterećenog zavrtnja i na mestu izlaza noža (A na sl. 24). Primenom konstrukcije predstavljene na desnoj strani ovo se mesto rasterećuje od vršnih naprezanja.

Slika 21
Kod koljenastih vratila najopasnija mesta su prelazi između cilindričnih delova vratila i ručica, gde naponske linije kreću pod pravim uglom i gde se najčešće javljaju lomovi, sl. 21. Jaka zaobljenja prelaznih mesta i zarezi rasterećenja znatno ublažuju skretanje toka sila i smanjuju, prema tome, vršna naprezanja.
Ako se presek konstrukcionog dela ne menja, vršno naprezanje javlja se tamo gde se ovaj deo steže i pričvršćuje uz drugi što uslovljava skretanje naponskih linija pod pravim uglom. Tako je to kod glavčine napresovane na vratilo, sl. 22a, ili glavčine pričvršćene klinom. Naglo skretanje naponskih linija na ulazu u glavčinu ima značaj oštrog zareza sa velikim porastom naprezanja na tom mestu. Ovo mesto može se u znatnoj meri rasteretiti ako se pritisak napresovanog dela skrene prema sredini glavčine, što se postiže ili primenom zareza rasterećenja, sl 22b, ili na taj način što se vratilo u sredini glavčine dobije nešto veći prečnik nego na njezinim krajevima. Sličan rezultat dobije se takođe povećanjem prečnika vratila na mestu naglavljivanja točka i izradom blagog prelaza, sl. 22c.

Slika 22
Od kolike je važnosti pravilno izabrano zaobljenje na mestima sa koncentracijom naprezanja vidi se iz toga što kod oštrih prelaza, u slučaju, npr. vratila od čelika jačine σB= 120 kp/mm2 faktor zareza iznosi βk=4 dok pri zaobljenju poluprečnika ρ=0,2 d, što se u konstrukciji gotovo uvek može ostvariti, faktor zareza se smanjuje na vrednost βk=1,6. Prema tome i dozvoljeno naprezanje u drugom slučaju može biti 2,5 puta veće. Stoga pri oštrim prelazima vratilo treba da ima mnogo veći prečnik da bi se vršno naprezanje svelo na istu meru kao i u slučaju primene zaobljenja. U vezi sa ovim treba još jednom istaći značaj činjenice da korist od upotrebe skupih visokokvalitetnih čelika može doći do izražaja samo onda ako se u konstrukciji delova mogu izbeći nagli prelazi i druga mesta sa koncentracijom naprezanja. Ovo dolazi usled veće osetljivosti visokokvalitetnih čelika prema zarezu. Kod njih, pri malim zaobljenjima, vrednost zareznog faktora raste mnogo brže nego kod običnih konstrukcionih čelika male čvrstoće.
Ako se iz konstrukcionih razloga ne može izraditi prelazno zaobljenje ili zarez rasterećenja, treba naći druga sredstva za povećanje dinamičke izdržljivosti predmeta. U ovakva sredstva se ubraja hladna obrada mjesta jake koncentracije naprezanja postupkom presovanja, valjanja, razvlačenja i sl. Nakon takve obrade materijal dobija svoj sopstveni sistem unutrašnjih naprezanja. U takvom sistemu glavni značaj imaju naprezanja od pritiska koja inače nisu opasna po sigurnost konstrukcionog dela, jer ne izazivaju naprsline u materijalu. Unutrašnja naprezanja, preostala u materijalu iza hladnog presovanja, imaju zadatak da se suprotstave istezanju izazvanom radnim opterećenjem. Na taj način se suzbiju vršna naprezanja od istezanja, koja bi se inače pojavila na ugroženom mestu konstrukcije. Dinamička izdržljivost konstrukcionog dela usled toga će se popraviti. Takvo veštačko povećanje izdržljivosti ima trajnu vrednost, ali se gubi na višim temperaturama (iznad 250° C).

Slika 23
Sl. 23 predstavlja vratilo sa poprečnom rupom. Usled koncentracije naprezanja na izlazima takva rupa predstavlja mesto odakle se razvijaju naprsline u materijalu. Radi suzbijanja vršnih naprezanja na ugroženim područjima, vrši se hladno presovanje pomoću naročitih patrica, tako da se materijal na tim mestima plastično deformiše pa se pri tom utisne za 1-2 mm. Posle uklanjanja patrica u materijalu preostaju reaktivna naprezanja: plastično deformisano područje dobija na taj način sopstveno naprezanje od pritiska, a elastično deformisani srednji deo vratila dobija naprezanje od istezanja. Pri tome je bitno da se plastično deformisano područje lokalno ograniči kako bi moglo biti izloženo stalnom reaktivnom pritisku sa strane elastično deformisanog dela vratila. Rezultat ovakvog rasterećenja biće još povoljniji kada se, posle opisane hladne obrade, u području rupe upresuju i tangencijalni zarezi rasterećenja Z.
Slika 24
Prelazna zaobljenja, žljebovi, zavareni šavovi i slična mesta koncentracije nakon prethodne obrade i glačanja podvrgavaju se valjanju uskom čeličnom gladilicom sa radnim pritiskom od 500 kp, sl. 26. Na ovaj se način dinamička izdržljivost delova može povećati do 40%.
Pravilno primenjeno mestimično kaljenje, nitriranje i slični toplotni postupci, pomoću kojih se u materijalu stvori pogodan sistem unutrašnjih naprezanja, imaju naročito povoljan uticaj na dinamičku izdržljivost delova. Uticaj postupka nitriranja objašnjava se stvaranjem zaštitne prevlake koja se ovim toplotnim postupkom stvori na površini delova. Usled toga se potpuno poništi uticaj sitnih površinskih zareza, a u velikoj meri se smanje veća zarezna delovanja. Stoga kod onih konstrukcionih delova gde se zarezi ne mogu inače izbeći, nitriranje predstavlja najbolje sredstvo za suzbijanje opasnog delovanja vršnih naprezanja. Tako npr. primenom nitriranja na delove sa navojem postiže se osetno povećanje granice dinamičke izdržljivosti tih delova. Ali je uloga nitriranog sloja, kao zaštitne prevlake, naročito značajna kod delova izloženih oscilatornim opterećenjima pri istovremenoj koroziji. To dolazi usled toga što se nitriranjem zatvore sićušne šupljine korodirane površine i na taj način se ukloni njihovo zarezno delovanje. Tada ovi delovi postaju praktično neosetljivi prema koroziji.

Slika 25
Grafitna gnezda u masi livenog gvožda deluju kao zarezi. Usled toga što su naponske linije ovde prinuđene da obilaze grafitna gnezda, materijal može da primi samo neznatne zatežuće sile i stoga je njegova čvrstoća neznatna, sl. 25.
Međutim, kod livenog gvožđa sa dodatkom magnezijuma grafit se izlučuje u obliku kuglica. Tada će se naponske linije, pošto lako mimoilaze kuglice, ravnomernije rasporediti u masi livenog gvožđa i njihov tok će biti u znatnoj meri sličan onom kod čelika. Time se zarezno delovanje kod livenog gvožđa svede na najmanju mjeru. Posledica toga je znatno poboljšanje mehaničkih osobina kod ovog tzv. nodularnog liva. Tu se poveća čvrstoća, istegljivost i granica razvlačenja. S obzirom na prirodu svoje strukture, materijal se stvarno zove sivi liv sa sferoidnim grafitom.

Slika 26
Dalje sredstvo za povećanje dinamičke izdržljivosti predstavlja treniranje materijala, koje se sastoji u sporom i postepenom povećanju naizmjeničnih naprezanja sve do granice zamora. Time se dinamička izdržljivost materijala može povećati do 25%.
Uvodni deo knjige Elementi mašina - Inženjer Vasilije Volkov
Statička jačina materijala (Stepen sigurnosti i dozvoljeno naprezanje)
Povećanje dinamičke izdržljivosti
Ceo sadržaj knjige: Elementi mašina - Inženjer Vasilije Volkov