Razlikuju se dva osnovna tipa zavrtanja: zavrtnji sa glavom i goli zavrtnji. Kod standardnih zavrtanja sa glavom navoj je urezan na unapred određenim dužinama za koje se pretpostavlja da će biti dovoljne za uobičajenu primjenu.
Ima takođe standardnih zavrtanja sa navojem na celoj dužini stabla. Izbor oblika zavrtnja i navrtke zavisi od mesta primene i njegove pristupačnosti, naročito s obzirom na mogućnost rukovanja sredstvima za sklapanje i rasklapanje (mašinski ključevi, odvrtači i sl.). Kod obrtnih delova, navrtke i glave zavrtanja moraju biti natkrivene da ne bi strčile. Delovi alatnih mašina, radi održavanja potrebne čistoće, treba da imaju glatke površine i da se spajaju po mogućnosti upuštenim zavrtnjima.
Često pri izboru oblika zavrtnja odlučuju i troškovi izrade. Na primjer, na slikama 109, 112 i 153÷155 dati su razni načini utvrđivanja poklopca na sudovima i cilindrima motora. Kod toga vezivanje primenom zavrtanja sa glavom i navrtkom moglo bi biti najjeftinije, jer tada otpada izrada navoja u delovima konstrukcije. Goli zavrtnji u primeni su skuplji, ali zahtevaju manje mjesta i tako omogućuju znatno manje dimenzije predmeta. Zavrtnji sa uškom za zglavkasto vezivanje delova, sl. 109, su najskuplji, ali su i najpodesniji za rukovanje; stoga su nezamenljivi kod veza koje se često rasklapaju i sklapaju, jer je to naročito povoljno za opštu ekonomičnost takve konstrukcije. Zavrtnji sa »T« glavom primjenjuju se na mestima gde se pri montaži ne može upotrebiti mašinski ključ za pridržavanje glave. Najčešće dolaze pri vezivanju ležišta uz temeljne ploče i za vezivanje postolja mašina za temelj.
Pri crtanju delova vezanih međusobno zavrtnjima treba razlikovati spoljašnji navoj na zavrtnju od unutrašnjeg navoja u mašinskom komadu, odnosno u navrtki. Ova je razlika donekle uslovljena samom izradom, sl. 150. Pri izradi se zavrtanj najpre izreže strugom na prečnik »d« a onda se na njemu nareže navoj. Kod unutrašnjeg navoja, najpre se u mašinskom komadu izbuši rupa prečnika d1 a onda se ureže navoj. Na taj način, vrhovima navoja odgovara, kod zavrtnja i navrtke, puna debela linija, a dnu navoja tanka linija.

Slika 150
Slika 150 B predstavlja konstruktivni odnos između elemenata zavrtnja i rupe u slučaju kad je već zavrtanj montiran. Zavrtanj se pritegne tako da njegova glava čvrsto nalegne na mašinski komad, a završetak navoja pri tome treba da bude iznad ravni po kojoj se dodiruju delovi spoja. U protivnom dobiće se labava veza, jer se zavrtanj neće moći do kraja pritegnuti. Veličina rupe u komadu određena je standardom. Ima 5 kvaliteta: dva fina, srednji i dva gruba. Kvalitet 1 i 2 upotrebljavaju se u finoj mehanici kod finih mehanizama alatnih mašina. Ovde zazor, kod zavrtanja prečnika M10-M24 iznosi 1 mm. Kod grubih rupa (cevni vodovi, livene rupe) zazor može da iznosi 3-4 mm, što zavisi od veličine prečnika. Kod finih kvaliteta, rupa mora imati, na mestu naleganja glave, konično proširenje radi prelaznog zaobljenja, sl. 123. Zavrtnji prema sl. 150 mogu imati normalnu glavu, šestougaonu ili četvorougaonu, cilindričnu ili poluokruglu, koničnu i sl. Nadalje, glava može ostati slobodna, a može biti i upuštena u mašinski komad. Aktivna dužina »b« navoja, tj. dužina koja je stvarno iskorišćena za uvrtanje, bira se prema materijalu dela u koji se zavrtanj uvrće:
za čelik: b=d
za bronzu: b=1,3·d
za liveno gvožđe: b=(1,3-1,5)·d
Dužina »f« zbog sigurnosti treba da je za oko 0,4·d veća od uvrnutog dela zavrtnja.
Navoj urezan u livenom gvožđu pri čestom skidanju zavrtnja brzo se troši. Zato treba u takvim slučajevima, po mogućnosti, umetnuti u mašinski komad, u koji se zavrtanj uvrće, čeličnu ili bronzanu čauru, sl. 151. Ova čaura ostaje stalno uvrnuta u mašinskom delu, a u njoj se izradi odgovarajući navoj za uvrtanje zavrtnja.
Slika 151
Vrlo uspešna, zaštita navoja manje otpornih materijala postiže se primenom zavojnih uložaka, sl. 152. Izrađuju se od valjane čelične žice sa presekom u obliku romba. Uvrtanje zavojnog uloška u mašinski komad vrši se pomoću naročitog alata. Kako je prvobitni prečnik zavojnog uloška nešto veći od prečnika rupe, pri uvrtanju uložak se skuplja, čime se postiže odlično naleganje na zidove rupe.

Slika 152
Vezivanje delova pomoću zavojnih uložaka ima mnoge prednosti:
Usled elastične promene oblika, izravnavaju se kod zavrtnja i navrtke greške u koraku i uglu profila;
Opterećenje se prenosi na celu dužinu uloška i ravnomernije se raspoređuje na pojedine zavojke nego što je to slučaj kod uobičajenog načina vezivanja;
Postiže se veća statička i dinamička izdržljivost spoja;
Navoji manje otpornog materijala nisu izloženi neposrednom habanju i stoga je njihova trajnost veća;
Delovi sa ishabanim navojem mogu se ponovo osposobiti za primjenu umetanjem odgovarajućeg zavojnog uloška;
Naročito su podesni kod mekih materijala, mekih legura, drveta, plastičnih masa, nemetala, materijala jako osetljivih na zarez i sl.
Više puta na mašinskim dijelovima ne može da se izradi oslonac za glavu zavrtnja. U tom slučaju se mogu uzeti zavrtnji bez glave, sl. 153.

Slike 153 i 154
Zavrtanj bez glave ili goli zavrtanj ima navoj na oba kraja i pri montiranju se čvrsto uvrne u mašinski komad celom dužinom narezanog dijela b1. Navoj na zavrtnju mora se završiti u ravni naleganja delova, da bi se zavrtanj mogao čvrsto pritegnuti, kako bi se na taj način osigurao protiv popuštanja pri odvrtanju navrtke. Nameštanje zavrtnja bez glave obično se vrši tako da se na zavrtanj uvrne ključ, sa navojem u glavi. Kad se zavrtanj nasloni čelom na dno glave, vrši se uvrtanje a zatim i pritezanje do potrebne mere. Uvrtanje se može postići i pomoću običnog ključa, i to na taj način što se na zavrtanj stave dve navrtke jedna iznad druge. Pri rastavljanju spoja ovakav se zavrtanj uopšte ne skida, već se skida samo navrtka, poslije čega se dijelovi lako mogu rastaviti.
Osa zavrtnja treba da je udaljena od ivice komada najmanje za veličinu prečnika zavrtnja, tj. za c≥d, da telo ne bi naprslo pri izradi navoja.
Dubina rupe treba da je f=b1+0,4d
Ako pri spajanju delova zavrtanj ne može da se umetne u rupu zbog njegove glave, tada se uzima goli zavrtanj sa dve navrtke. Slika 154 pokazuje način spajanja u slučaju kad je oblik mašinskih delova takav da se zavrtanj ne može uneti odozdo. Vezivanje se može izvršiti i pomoću zavrtnja sa glavom s tim da se prvo dole namesti navrtka a zavrtanj se tada unese odozgo.
Spajanje golim zavrtnjima je skuplje, ali bez obzira na to se često primenjuje, naročito u slučajevima gde ovakav način spajanja smanjuje dimenzije delova koji se spajaju. Slika 155 predstavlja dva načina za vezivanje poklopca uz cilindar parne mašine. U prvom slučaju izabran je zavrtanj sa glavom, i stoga je prečnik kruga na kome leže središta zavrtanja veći nego u drugom slučaju, da bi na taj način glava zavrtnja imala dosta mesta pored zida cilindra. U drugom slučaju se, stoga, dobija manja širina oboda na cilindru, a time i manja naprezanja u ovim dijelovima.

Slika 155
Najčešći je slučaj spajanja takav da u spoju postoji zazor između zavrtnja i rupe. Ako pri tome usled delovanja poprečne sile nastupi pomeranje spojenih delova, zavrtanj zauzima kosi položaj u rupi. Tada glava zavrtnja kao i navrtka ne naležu potpuno na dijelove, već se oslanjaju po spoljašnjim ivicama, i zavrtanj se izlaže pored osnovnog opterećenja, još i savijanju. Ovo je vrlo nepovoljno po zavrtanj. Stoga ga treba na svaki način rasteretiti od savijanja. Često se i sama konstrukcija može tako podesiti da se zavrtanj uopšte ne izlaže poprečnim silama, kako ne bi zauzeo kos položaj u spoju, sl. 156. desno.

Slika 156
Zavrtnji su izloženi savijanju i usled zakošenja glave u odnosu na osu zavrtnja. Prema standardu, ovo zakošenje kod zavrtanja fine izrade može iznositi najviše α=1°, sl. 156. Pri tako velikim zakošenjima zavrtanj se, prilikom montaže, plastično deformiše usled prinudnog savijanja. Naprezanja u zavrtnju mogu se odrediti iz jednačine elastične linije pri savijanju:
${M}_{b}=\frac{E\cdot J}{R}$
Na osnovu odnosa
$\frac{c}{a}=\sin \alpha \approx \frac{l}{2R}$
i jednačine za momenat savijanja, može se izračunati naprezanje
${\sigma }_{b}=\frac{E\cdot c}{2l}$
kako je dato uz sl. 156.
Za zavrtanj prečnika d=20 mm i dužine l=100 mm, pri najvećem dozvoljenom uglu zakošenja α=1°, izlazi:
$a\approx 2\ d=40\ mm$; $c=a\cdot \sin 1° =40\cdot 0,0175=0,7\ mm$
${\sigma }_{b}=\frac{21000\cdot 0,7}{2\cdot 100}= 73,5\ kp/{mm}^{2}$
što je daleko iznad granice elastičnosti materijala.
Rasterećenje zavrtnja izloženog poprečnim silama postiže se tačnim podešavanjem prečnika zavrtnja prema rupi, pri čemu se zavrtanj može uterati u rupu samo upotrebom veće sile. Tada međusobno pomeranje spojenih delova neće moći nastupiti.
Slika 157
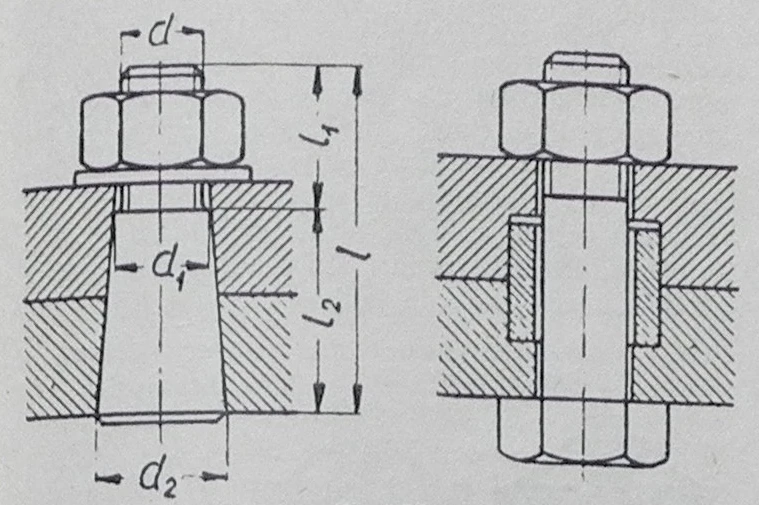
U naročito važnim slučajevima rasterećenje od poprečnih sila se postiže primenom zavrtanja sa koničnim stablom, sl. 157. Tačno podešavanje konusa prema rupi postiže se glačanjem, i zato se na zavrtnju obično predvidi prizmatična glava pomoću koje se pri sklapanju delova izvrši konačno doterivanje i glačanje sklopa. Pri pritezanju ovakvog zavrtnja, delovi koji se spajaju stežu se samo u neznatnoj meri usled koničnosti stabla. Iz ovog razloga treba pored koničnih zavrtanja za rasterećenje montirati i naročite zavrtnje za stezanje delova. Ako su sile koje nastoje smaknuti zavrtanj vrlo velike, ugrađuju se naročiti prstenovi za rasterećenje. Ovaj način spajanja, pored toga što je skup, ima tu manu što se pri rastavljanju delova gornji komad mora podići da bi se skinuo, pošto rasterećujući prsten sprečava mogućnost pomeranja komada ustranu, sl. 157 desno.
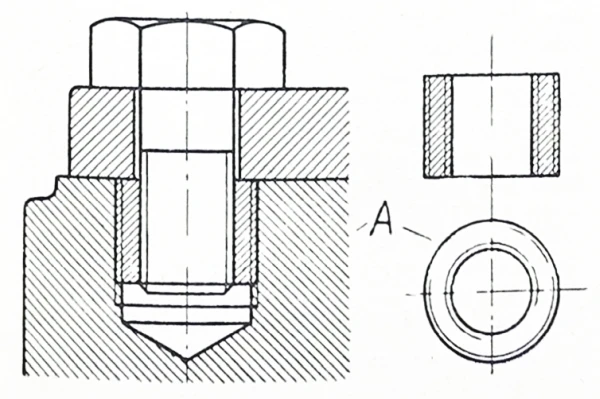
Sažeta konstrukcija spoja može se postići primenom zavrtanja sa glavom oblika »T«. Prema mestu primene, ovi zavrtnji se razlikuju oblikom zaglavka, tj. četvrtastog dela koji dolazi neposredno uz »T« glavu. Zadatak je ovog dela da pri uvrtanju navrtke spreči obrtanje zavrtnja. Ako je konstrukcioni oblik delova koji se vežu takav da se zavrtanj ne može uneti odozdo, treba u tu svrhu predvideti u jednom od ovih delova otvoreni žljeb, kako bi se tada zavrtanj mogao uneti sa otvorenog kraja žlijeba, sl. 158.

Slike 158 i 159
Ali, ako se zavrtanj unosi odozgo, treba mu omogućiti zakretanje u zatvorenom žljebu za 90°, da bi se on time postavio u položaj kad se navrtka može pritegnuti. Ovo se postiže time što četvrtasti deo stabla zavrtnja dobija oblik predstavljen na sl. 159. Konačno, ako se zavrtanj upušta odozgo, a ispod glave ima dovoljno prostora za njegovo zakretanje u spuštenom položaju, tada mu je oblik kao na sl. 117 i 118.
Da bi se olakšalo skidanje i nameštanje teških delova, kao što su npr. delovi oklopa generatora, parnih turbina i sl., upotrebljavaju se zavrtnji sa prstenastom glavom koji se uvrću u naročita pojačanja na delovima takvih oklopa. Uška u glavi zavrtnja služi za vezivanje sa dizalicom.

Slika 160
Broj ovakvih zavrtanja i njihov raspored treba tako izabrati da bi delovi pri dizanju i spuštanju imali vertikalni smer kretanja. Standardni oblik takvih zavrtanja prikazuje sl. 160. Zavrtnji se izrađuju kovanjem u kalupu, pa se zatim podvrgavaju žarenju da bi se odstranila unutrašnja naprezanja preostala posle kovanja. Radi povećanja izdržljivosti zavrtnja, prelaz između stabla i glave treba izraditi sa dovoljnim zaobljenjima i žljebom rasterećenja. Pored toga sve površine na ovim mestima moraju biti vrlo pažljivo obrađene. Time se ujedno postigne i pravilno naleganje glave, tako da se ona tada može čvrsto pritegnuti uz komad, da bi se na taj način pri radu izbegla svaka mogućnost popuštanja.

Slike 161 i 162
Delovi limenih konstrukcija često se spajaju primenom naročite navrtke koja sa strane naleganja ima tri male izbočine (A) i cilindričan završetak (B) za svoje centriranje, sl. 162. Navrtka se veže za lim postupkom električnootpornog zavarivanja. Pri tom površinske elektrode treba da proizvedu određeni pritisak između navrtke i lima. Jaka električna struja u kratkom vremenu zagreje male izbočine do temperature zavarivanja i na taj način proizvede spoj između navrtke i lima u tri tačke. Izradom prstenastog proširenja odstrane se navoj iz gornjeg dela navrtke, da se ne bi istopio, odnosno deformisao usled pritiska, za vreme zavarivanja. Primenom takve navrtke mogu se mnoge limene konstrukcije jednostavnije i brže izraditi. Pored toga, time se u znatnoj meri olakša skidanje i nameštenje delova, jer se pri tom navrtka ne obrće, a pošto je vezana za lim, ne može se zagubiti.
Delovi mogu da se vežu za tanke zidove konstrukcije i tako da se potrebni navoj izradi u samom zidu. Ali tada zid treba da se prethodno posuvrati na mestu priključka, sl. 161. Samim tim se dobije znatno pojačanje zida na tom mjestu. U ovako posuvraćenom cilindričnom delu izradi se odgovarajući navoj, u koji se tada uvrne konični završetak priključka. Kod ovako spojenih delova najveći radijalni pritisci nalaziće se u području zida, gde je otporni momenat stvarno najveći.

Slika 163
Vezivanje mašinskih delova uz tanke zidove sudova i rezervoara od stakla, porculana i sl. materijala, u kojima se ne može izraditi normalni navoj, može da se izvrši prema sl. 163. U ovom slučaju elemenat za spajanje sastoji se od gumene čaure A sa umetnutom čeličnom navrtkom N i zavrtnja Z. Time se dobije veza nepropustljiva za vazduh i vodu i neosetljiva prema jakim potresima, što je naročito značajno za krte materijale. Montiranje se može izvršiti i u slučajevima kad su delovi pristupačni samo s jedne strane.
U lakim konstrukcijama imaju vrlo široku primenu navrtke izrađene od čeličnog lima za opruge. Njihovom primenom se postiže lako i brzo spajanje delova. Izrađuju se u raznovrsnim oblicima i ispunjavaju ne samo zadatak normalne navrtke već i osiguravaju spoj proizvedenom naponskom vezom. Iz različitih razloga takvi spojevi ne smeju biti prezategnuti, što u potrebnoj meri i obezbeđuju navrtke od tankog čeličnog lima, kao npr. na sl. 164.

Slika 164
Osim neznatne težine i sigurnosti protiv popuštanja, ove navrtke imaju još i tu prednost što se mogu izraditi u najrazličitijim oblicima, pa se tako mogu prilagoditi i za najrazličitija područja primene. Zahvaljujući ispupčenom obliku osnovne ploče (A) i navoju (N), koji u vidu dveju čeljusti obuhvata zavrtanj, naponska veza koja se postigne pritezanjem navrtke je toliko sigurna da sprečava popuštanje čak i kod velikih potresa. Uzdužna sila je ograničena između ostalog i time što navrtka ima samo jedan zavojak koji u vidu čeljusti obuhvata zavrtanj. Ova posljednja okolnost je naročito važna zbog toga što su takvi spojevi neosetljivi prema prljavštini, boji i sl., što inače znatno usporava montažu. Ovakve navrtke imaju naročito široku primjenu u industriji motornih vozila.
Kod mnogih mašina radilica, a naročito kod strugova, zavrtnji se primjenjuju za prenos kretanja i snage. Zbog velikih otpora u navoju, učinak im je neznatan, a njihove radne površine su izložene habanju, što se odražava na preciznosti rada takvih prenosnika. Da bi se u ovom slučaju zavrtanj (odnosno vreteno) i navrtka sačuvali od habanja, primjenjuju se danas konstrukcije kod kojih je trenje klizanja zamenjeno trenjem kotrljanja, sl. 165.
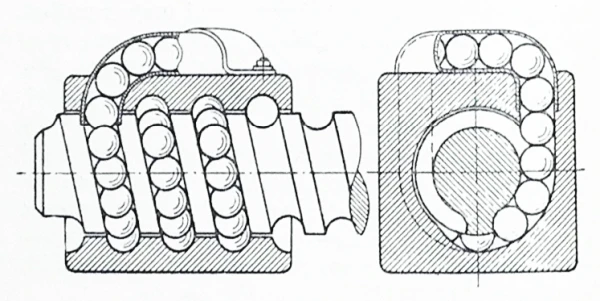
Slika 165
Prenos kretanja sa vretena na navrtku vrši se tada posredstvom kuglica. Vretena i navrtke tada dobijaju, mesto navoja, zavojne žljebove koji mogu da prime kuglice. Na taj način kuglice leže jednim dijelom u vretenu a drugim u navrtki. Otpori pri ovakvom kretanju su sasvim neznatni, a prenos snage se vrši gotovo bez gubitaka. Neprekidno kretanje kuglica pri obrtanju vretena postiže se tako da su početak i kraj zavojka u navrtki spojeni obvodnim žljebom A. Primena ovog načina na uzdužno ožljebljena vretena omogućava pomeranje teško opterećenih delova duž vretena. Pri tom kuglice prenose i obrtni momenat, te u svojim žljebovima imaju sasvim neznatno trenje. Pri pretvaranju obrtnog kretanja u uzdužno pomeranje, stepen iskorištenja kod ovih prenosnika dostiže vrijednost 0,96. U primeni ima vretena dužine 40÷12000 mm s prečnikom do 450 mm.