Za skidanje i nameštanje zavrtanja i navrtki služe razne vrste ključeva. Kako ima navrtki različitih po obliku i položaju i kako su prilike pod kojima se navrtke montiraju različite, to su i konstruktivni oblici ključeva raznovrsni.
Na sl. 173 je predstavljen jednostavan mašinski ključ koji se sastoji od glave sa otvorom za navrtku i drške. Ima ključeva sa jednom i sa dve glave. Dužinu ključa treba tako odmeriti da ne bi zavrtanj usled sile na dršku ključa, koja se računa oko 15 kp, podlegao delovanju torzionog momenta. Međutim, ako se na osnovu ovoga uslova izračunavaju ključevi za zavrtnje manje od M10, izlazi dužina drška premalena i nepodesna za rukovanje. Stoga normalni ključevi za sitne zavrtnje imaju veću dužinu nego što je to uslovljeno izračunavanjem, i zato tu postoji opasnost prekidanja zavrtnja usled torzije, naročito ako se pri montiranju ne radi sa dovoljnom pažnjom. Naprotiv, za veće zavrtnje izrađuju se mnogo kraći ključevi nego što to zahteva proračun, pošto bi dugi ključevi bili glomazni i preteški. Da bi se zavrtanj ipak dovoljno pritegao ovakvim ključem, upotrebljava se cevni nastavak, koji se stavlja na dršku ključa pri montiranju.

Slika 173
Ako se pri montiranju zavrtnja zahteva veća tačnost u regulisanju sile zatezanja, upotrebljavaju se ključevi koji u svojoj konstrukciji imaju napravu za ograničenje veličine sile kojom se zavrtanj zateže.
Otvor čeljusti predstavlja osnovnu meru za ključ i stoga je »s« njegova nazivna mera prema kojoj se ključ inače obeležava. Radi raspoznavanja mera, na držku mašinskog ključa se nalazi utisnuta ili ispupčena oznaka veličine »s«, identična nazivnoj meri otvora ključa iz tablice na sl. 176. Stvarna mera za otvor ključa odstupa, u granicama dopuštenih tolerancija, od nazivne mjere. Pri tom je stvarna mera kod ključa nešto veća, a kod navrtke nešto manja od nazivne, da bi se na taj način, pri rukovanju, olakšalo stavljanje ključa na navrtku. Dozvoljena odstupanja za navrtku (odnosno za glavu zavrtnja) treba da se nalaze u granicama tolerancijskih polja h12, h13 ili h14. Stvarna mera »s« kod navrtke treba da odgovara tolerancijskom polju B12.
Prema tome da li ključ obuhvata navrtku delimično ili potpuno, razlikuju se otvoreni i zatvoreni ključevi. Oblik glave kod otvorenog ključa dobije se na osnovu gornjeg pogleda navrtke (odnosno na osnovu nazivne mere (»s«) za koju se ključ konstruiše, sl. 173. Pri tom se najpre opiše kružni luk poluprečnika r=1,1s, a zatim se poluprečnikom »r1« ucrtaju kružni lukovi iz središta označenih na slici kružićima. Ostale mere mogu se slobodno izabrati. Pri tom debljina čeljusti treba da je nešto manja od normalne visine navrtke:
t1=0,7·d; t=0,4·d; l=15·d
»d« je nazivni prečnik zavrtnja.
Ako se osa drške poklapa sa osom čeljusti, ključ na mestu primene, mora imati mogućnost zakretanja u granicama ugla od 60°. Tamo gde za rukovanje nema dovoljno mesta, primjenjuju se ključevi kod kojih je osa čeljusti nagnuta prema osi drške pod uglom 15°; tada je potrebni ugao zakretanja upola manji. Po pravilu, ivice drške moraju biti zaobljene radi lakšeg rukovanja.

Slika 174
Kao materijal za izradu mašinskih ključeva prema navedenim normama služi temperovani liv CTeL 45. Međutim, pri velikoserijskoj proizvodnji ključevi se izrađuju kovanjem u kalupu. Kao materijal služi tada čelik za oplemenjivanje Č. 1430. Inače u obzir mogu doći i druge vrste topljenog čelika koje se mogu kaliti odnosno cementirati. Pri masovnoj proizvodnji ključevi se obično izrađuju od lima primjenom mašina na štancovanje. Posle kovanja čeljusti ključa moraju se termički obraditi. Pri tom glavu ključa treba doterati na tvrdoću HB=350 kp/mm2. Time radne površine ključa dobiju potrebnu otpornost protiv habanja, dok ostali deo ključa treba da zadrži svoju prvobitnu žilavost.
Mere, oblik i kvalitet izrade i obrade mašinskih ključeva propisani su standardima. Sve površine, po propisu, moraju biti pravilne i u skladu sa predviđenim geometrijskim oblikom. Na ivicama ključa ne sme biti oštrica, a drška ključa mora biti zaobljena. Površine moraju biti glatke i čiste, bez ljuskica, prskotina, opaljenih i iskrzanih mjesta, ogorelih i udubljenih površina, okrajaka i drugih površinskih grešaka. Glava ključa, po pravilu, treba da je obrađena. Obrada površina naleganja čeljusti ključa treba da zadovoljava uslove bar 13 klase površinske hrapavosti.

Slika 175
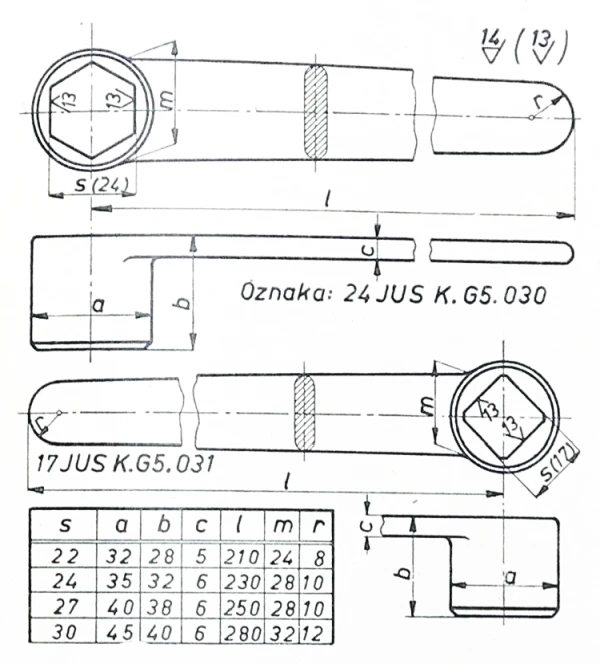
Konstrukciju presovanog ključa sa dve glave, kako je ona data u standardima, predstavlja slika 175. Otvori čeljusti kod otvorenih mašinskih ključeva sa dve glave obično nisu jednaki, nego takvi da bi se isti ključ mogao upotrebiti za dva uzastopna prečnika standardizovanih zavrtanja, kao npr. ključ sa otvorima čeljusti od 24 i 30 mm. Međutim, kad je prostor za rukovanje ključem jako ograničen, tada su otvori ovih ključeva jednaki, ali se jedna osa čeljusti pri tom podudara sa osom ključa, a druga sa njom zatvara ugao od 22° 30', pa se obe strane ključa naizmenično koriste pri uvrtanju iste navrtke.
Obično je, međutim, osa čeljusti nagnuta u odnosu na osu ključa za 15°. Time se omogući skidanje i nameštanje i takvih navrtki oko kojih je prostor za rukovanje ključem vrlo ograničen. U tom slučaju, nakon zakretanja ključa stavljenog na dve paralelne strane navrtke za 30°, ključ se obrne oko svoje uzdužne osi za 180°, da bi se obrtanje navrtke produžilo za daljih 30°, i to pomoću čeljusti namaknute na iste paralelne strane navrtke.
Osim običnih ključeva sa stalnom merom »s« primjenjuju se takođe i univerzalni ključevi, npr. francuski, švedski i sl., kod kojih se otvor čeljusti može menjati i koji se prema tome mogu upotrebiti za sve navrtke čija se mera »s« nalazi u granicama razmicanja čeljusti ključa.

Slika 176
Normalni mašinski ključevi za velike i teške navrtke bili bi suviše glomazni i nepodesni za rukovanje. Stoga se tada upotrebljavaju jednostrani kratki otvoreni ključevi, sl. 176. Na slobodnom kraju takvog ključa nalazi se podesno ispupčenje, tako da se montaža i demontaža može vršiti ili pomoću udara ili, ako ima dovoljno raspoloživog prostora, pomoću cevastog nastavka.
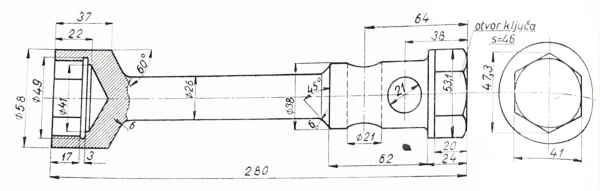
Slika 177
Konstruktivni oblici mašinskih ključeva zavise od položaja i oblika navrtki za koje se konstruišu. Za skidanje i nameštanje navrtki koje su upuštene u kakav mašinski dio, ili koje su inače nepristupačne, upotrebljavaju se zatvoreni ključevi u obliku cilindra, sl. 177, pa se, stoga, zovu nasadni ključevi. Na čeonoj strani ključa nalazi se četvorougaoni ili šestougaoni otvor za navrtku. Pritezanje se vrši ili pomoću štapića za koji su u stablu ključa predviđena dve unakrsne rupe, ili pomoću običnog ključa i šestougaone glave koja se nalazi na slobodnom kraju nasadnog ključa. Ovakvi ključevi sa masivnim cilindričnim drškom služe za veće navrtke, dok se za manje navrtke uzimaju cevasti ključevi. Kako se pritisak pri radu rasporedi na tri para paralelnih strana navrtke, debljina zida čeljusti ovde je znatno manja nego kod otvorenih mašinskih ključeva. Mera za spoljašnji prečnik zatvorene glave obično iznosi oko D=1,4·s, sl. 178.

Slika 178
Kako mašinski ključevi treba da se prilagode položaju i obliku navrtki, to su u nekim slučajevima za rukovanje potrebni ključevi kod kojih drška sa osom ključa zaklapa ugao od 90°, sl. 178.
Konstrukcija nasadnog ključa za četvorostranu navrtku predstavljena je na sl. 179.

Slika 179
Da bi se uštedela naknadna obrada koja je u vezi sa izradom ključeva sa masivnim drškom, primenjuju se nasadni cevasti ključevi, sl. 180. I ovde su u dršku ključa predviđena dve unakrsne rupe za štapić pomoću koga se rukuje ključem. Nasadni cevasti ključevi izrađuju se od bešavnih cevi na taj način što se kraj takve cijevi ispresuje prema obliku navrtke. Glava ključa mora biti zakaljena. Način konstruisanja cjevastog ključa vidi se na slici.

Slika 180
Za navrtke koje nisu duboko upuštene upotrebljavaju se zatvoreni ključevi predstavljeni na sl. 181. Izrađuju se od ugljeničnog čelika za oplemenjivanje Č. 1430 ili od Č. 0545. Glava ključa mora biti zakaljena.
Slika 181
Za uvrtanje okruglih navrtki, koje po obimu imaju uzdužne ureze, upotrebljava se ključ s kukom. Standardni oblik takvog ključa prikazuje sl. 182. Otvor ključa mora biti obrađen i zakaljen. Na istoj slici je prikazan i usadni šestorostrani ključ koji služi za zavrtnje sa unutrašnjom rupom podešenom prema takvom ključu. Izrađuje se od ugljeničnog čelika za oplemenjivanje Č 1430. Krajevi ključa treba da su zakaljeni, i da tu tvrdoća iznosi najmanje HB=350 kp/mm2.
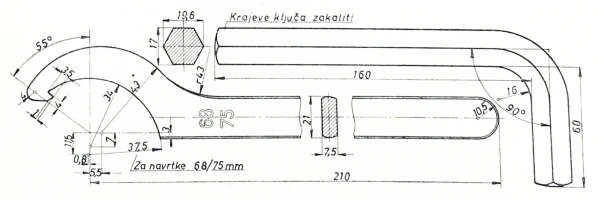
Slika 182
Za uvrtanje golih zavrtanja upotrebljava se ključ sa navojem. U cilindričnoj glavi takvog ključa napravi se rupa i u njemu prstenasto proširenje, koje će tako odrediti završetak navoja u ovom delu ključa. Za rukovanje služi štapić, koji se nalazi obično odmah do glave sa navojem.