Kao i glave zavrtanja, navrtke mogu biti različitog oblika. Prave se kao obrađene, poluobrađene i crne. Obrađene navrtke se izrađuju na automatskim strugovima od kalibrisanih šipki mekog čelika.
Neobrađene i crne navrtke presuju se od čeličnih šipki kvadratnog ili pravougaonog preseka, a narez im se urezuje na strugu.
U zavisnosti od mesta primene, navrtke se, isto kao i zavrtnji, izrađuju ne samo od mekog čelika već i od specijalnog čelika, mašinske bronze, mesinga i slično.
Najviše se upotrebljavaju šestougaone navrtke, koje se, prema svojoj visini, dele na normalne i niske. Pored obične konstrukcije, ponekad dolaze i šestougaone navrtke sa kružnim vencom mesto podmetača, sl. 129. Primjenjuju se tamo gde nije poželjna upotreba odvojenog podmetača, a gde je potrebno povećati površinu naleganja ili postići hermetično zatvaranje.
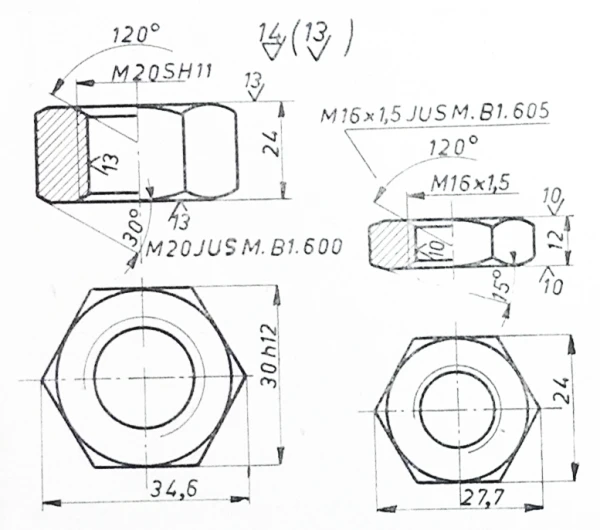
Slika 130
Šestougaone navrtke sa metričkim navojem dolaze u primenu u 3 klase izrade: u gruboj, srednjoj i finoj. Slika 130 prikazuje navrtku M20 grube klase i nisku navrtku M16x1,5 srednje klase izrade. Navrtke grube klase izrađuju se od materijala bez određenih mehaničkih osobina i služe za određene svrhe u gradnju mašina i za široku potrošnju. Mere navoja treba da se nalaze u granicama tolerancijskog polja SH11. Dozvoljena hrapavost za površine navoja i za površine nalеganja navrtke treba da odgovara bar 13 klasi obrade.
Navrtke srednje klase izrađuju se u kvalitetima ČV 40, ČV 50, ČV 60 i ČV 80. Stvarne mere navoja treba da se nalaze u granicama tolerancijskog polja SH10. Površine navoja treba da zadovoljavaju uslovima bar 10 klase.
Sl. 131 predstavlja navrtku sa krunom. Ovde šestougaoni deo navrtke prelazi na gornjoj strani u cilindrični deo, na kome se izrade radijalni žljebovi za rascepku ili klin. Prema veličini i mestu primene, krunaste navrtke mogu imati ili šest ili deset žljebova.
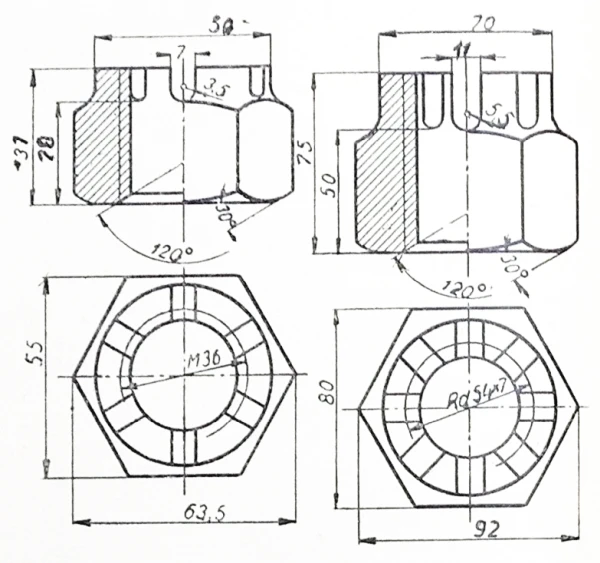
Slika 131
Okrugle navrtke se međusobno razlikuju oblikom i položajem ureza odnosno otvora za ključ. Uzimaju se obično onda kad to zahteva opšti izgled konstrukcije. Da bi se ovakva navrtka podesila za ključ, izradi se na njenom obodu nekoliko uzdužnih ureza, sl. 133. Obično se obadve, ili samo jedna, čeone površine navrtke sastružu sa unutrašnje strane konično sa uglom od 120° pri vrhu. Time se dobije čistiji završetak navoja i ravnija površina naleganja, a olakšava se i montiranje navrtke. Pored toga ovakva se navrtka može do kraja uvrnuti, tako da njezina donja površina dođe sve do pod kraj navoja na zavrtnju.
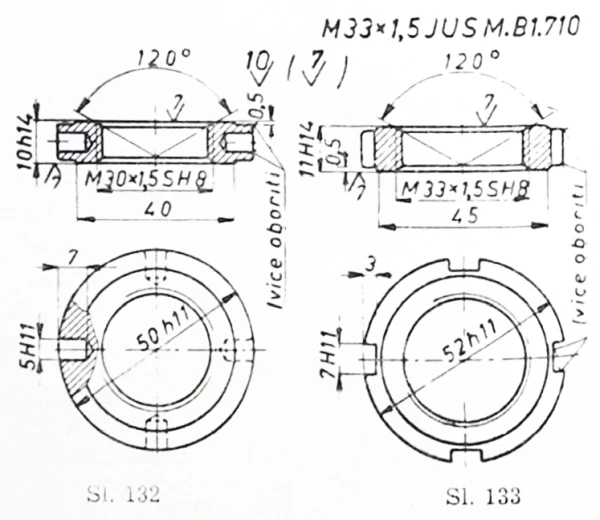
Slike 132 i 133
Ponekad se izrađuju i okrugle navrtke sa radijalnim ili aksijalnim otvorima za ključ. Ovi otvori prema tome se nalaze ili na čeonoj strani navrtke ili na njenom obodu. Ponekad se okrugle navrtke prave sa paralelno sastruganim bokovima čije se rastojanje podesi prema otvoru ključa »s«.
Slika 135 predstavlja zatvorenu ili tzv. slepu navrtku. Montira se na delovima čiji navoj treba zaštiti protiv mehaničkih oštećenja ili hemijskih uticaja, npr. protiv uticaja vode kod sisaljki ili protiv vrućih gasova kod pregrejača. Da bi se navoj navrtke mogao do kraja čisto izraditi, šupljina gornjeg dela navrtke ima nešto veći prečnik nego što je prečnik navoja. Ako slepa navrtka ima zadatak da zatvori izlaz gasa, pare ili sl., stavlja se ispod navrtke podmetač od kože, gume, klingerita i sl., a u nekim se slučajevima u tu svrhu ispuni preostali prostor šupljine lojem. Najčešće se ovakve navrtke liju od bronze.
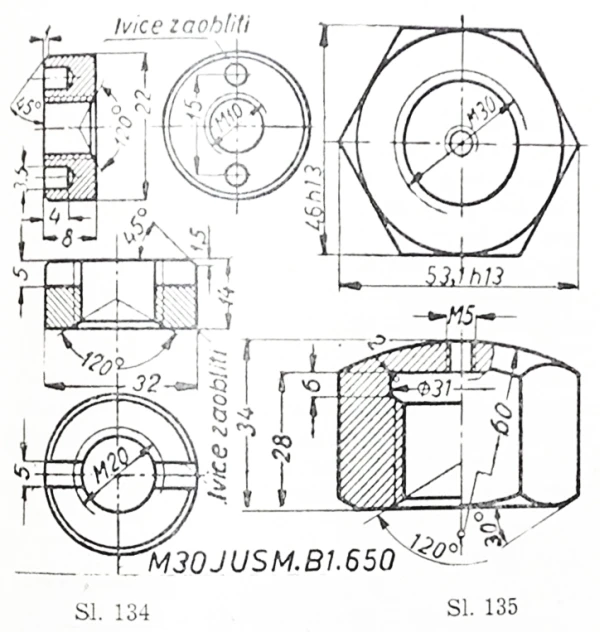
Slike 134 i 135
Četvorougaone navrtke upotrebljavaju se uglavnom kod zavrtanja sa četvorougaonom glavom. U nekim slučajevima one zamenjuju šestougaone navrtke, koje su u slučaju malih dimenzija nezgodne za pritezanje ključem, jer su bočne površine kod njih suviše male, i ključ usljed toga lako gnječi materijal na ivicama navrtke.

Slika 136
Slika 136 prikazuje četvorougaonu navrtku kod koje mesto oštrih vertikalnih ivica dolaze uski delovi cilindrične površine. Na čeonim stranama su uglovi navrtke sastrugani konično, i to gore više a dolje manje. Izvodnice konične površine zatvaraju sa vodoravnom linijom ugao od 30°. Vrhovi koničnih površina leže u nacrtanim projekcijama svakako u istoj visini. Konična površina seče se sa ravninama prizme u hiperbolama.
Istovremenim crtanjem obe projekcije dobiju se, kako to pokazuju tačkaste linije, najviše i najniže tačke prodornih krivulja. Kružni luk kroz tri, na ovaj način određene, tačke nadomešta hiperbolu. Obično se navrtka predstavlja u vertikalnoj projekciji onako kako to pokazuje slika. Normalna profilna projekcija je istovetna sa vertikalnom projekcijom. Iz ovoga razloga profilnu projekciju četvorougaone navrtke treba crtati s obzirom na ravninu koja zatvara sa vodoravnom osom u pogledu odgore ugao od 45°. Standardni oblik četvorougaone navrtke prikazuje desna slika. Izrađuju se za zavrtnje prečnika M5 do M20, a preko toga se uzimaju šestougaone navrtke.
Krilasta navrtka (Leptir navrtka), sl. 137, vrlo je podesna za spajanje lakih delova, pošto omogućuje lako i brzo skidanje i nameštanje delova. Radi boljeg naleganja, navoj je sastrugan sa unutarnje strane prema konusu pod uglom od 120° pri vrhu. Sličnu namenu ima i nareckana navrtka. Zavrtnji sa krilastom glavom, kao i zavrtnji sa nareckanom glavom uzimaju se u slučaju kada sklapanje i rasklapanje delova treba da se vrši bez upotrebe ključa.
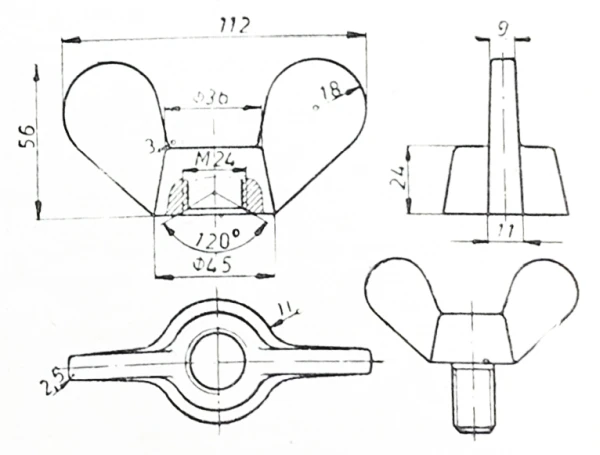
Slika 137
Kao što se to vidi iz slike, osnovni oblik navrtke je zarubljeni konus sa dva pljosnata krilca. Krilaste navrtke i zavrtnji sa krilastom glavom su standardizovani za prečnike od M 2 do M 24.
Spajanje zavrtnjima
Konstrukcioni oblici zavrtanja
Navrtke
Osiguranje zavrtanja
Izbor oblika zavrtnja
Izdržljivost zavrtnja i sklopa
Stezaljke
Mašinski ključevi
Proračun zavrtanja
Ceo sadržaj knjige: Elementi mašina - Inženjer Vasilije Volkov