Zavrtnji za pričvršćivanje, kao i zavrtnji za pritiskivanje, redovno dobivaju oštar navoj, i to obično desni, a retko levi.
Na slici 95 predstavljen je normalni zavrtanj sa šestougaonom glavom i navrtkom i naznačen je način crtanja pojedinih elemenata zavrtnja. Priložena tablica sadrži podatke koji se odnose na Vitvortov normalni navoj i koji određuju ove vrednosti: prečnik zavrtnja »d« u colima i u milimetrima, prečnik jezgra »d1« u mm, broj zavojaka na 1", visinu navrtke, visinu glave, dimenzije podmetača kao i površinu preseka zavrtnja u jezgru.
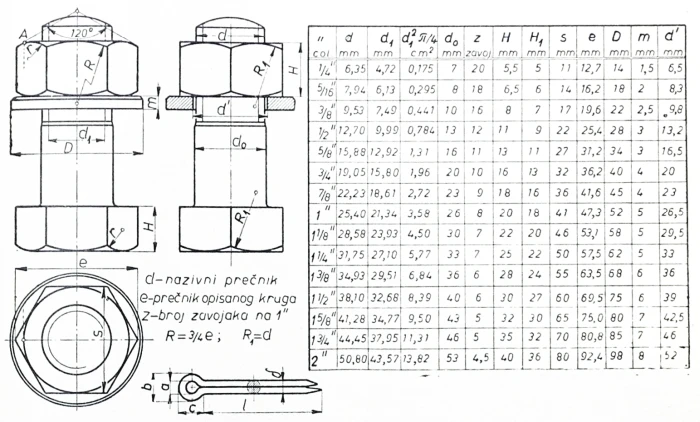
Slika 95
Najčešće navrtka ima oblik šestougaone prizme. Da ne bi navrtka, pri skidanju i nameštanju, parala podlogu, površine naleganja treba da budu glatke i da se ivice odstrane izradom koničnog prelaza sa uglom od 120° pri vrhu konusa. Usled toga se na mestu preseka konusa sa površinama prizme pojavljuju prodorne linije. To su u stvari lukovi hiperbole ali se oni pri crtanju, radi lakše i brže izrade, zamenjuju kružnim lukovima poluprečnika R, R1 i r.
Radi jednostavnosti i uštede vremena navoj se unosi u crtež uslovno i to tako da spoljašnjem prečniku zavrtnja »d« odgovara puna i debela crta, a unutrašnjem prečniku »d1« tanka i neprekidna linija. Ovo važi za sve vrste standardizovanih navoja. Raspoznavanje vrste navoja na crtežu vrši se prema skraćenicama koje dolaze uz meru za prečnik zavrtnja.
Normalna visina navrtke je H=0,8 d, ako je navrtka od istog materijala, od kojeg je i zavrtanj. Ova visina je uslovljena zahtevom da materijal u svim elementima zavrtnja bude podjednako iskorišćen, tj. da navrtka i zavrtanj u pogledu prenosa opterećenja imaju podjednaku otpornost. Iz ovog takođe izlazi da u slučaju ako navrtka nije od čelika već od nekog drugog manje otpornog materijala, treba njenu visinu povećati u zavisnosti od čvrstoće ovog materijala. Tako se dobija:
H=1,5d za bronzu,
H=(1,5-2)d za liveno gvožđe
Ovaj odnos važi i za slučaj uvrtanja zavrtnja u mašinski komad, gde dužina uvrnutog dela takođe treba da se podesi prema materijalu tog komada. Ako navrtka treba češće da se skida, treba joj visinu povećati do H=d.
Konstrukcija šestougaone navrtke i glave, ako se ona vrši na osnovu tablice, počinje od pogleda odozgo, gde se nacrta pomoćni krug prečnika »e« i upiše pravilan šestougaonik. Zatim se ucrta prodorni krug koji u pogledu odozgo obeležava koničan prelaz između plašta navrtke i njene čeone površine. Obično ovaj krug tangira strane šestougaonika. Ivice šestougaone prizme se prenesu u vertikalnu projekciju, gde se naznači visina navtke i ucrtaju se lukovi poluprečnika R. Kroz presečnu tačku ovog luka sa krajnjom ivicom navrtke povuče se vodoravna linija na kojoj se, u sredini između krajnje i srednje ivice navrtke, nalazi središte kružnog luka poluprečnika »r«. Središte kružnog luka za treću projekciju nalazi se u sredini između osa i krajnje ivice navrtke. Ovaj se luk crta poluprečnikom R1=d. Na kraju se ucrta koničan prelaz između čeone površine navrtke i njenog plašta i to tako da se kroz tačku A konstruiše ugao od 120° pri vrhu. Kružni lukovi kod visokih i niskih navrtki crtaju se istim poluprečnicima kao i kod navrtke standardne visine.
Konstrukcija šestougaone glave potpuno odgovara konstrukciji navrtke s tom razlikom što se glava obrađuje prema konusu od 120° samo sa spoljašnje strane. Izuzetno, kod zavrtnja bez navrtke, glava može biti obrađena sa obe strane, ako se zavrtanj često odvrće. Ali je bolje u ovom slučaju površinu naleganja glave povećati pa joj dodati cilindrično proširenje u vidu venca. Visina glave, prema standardu, iznosi
H1=0,7d
Konstruisanje navrtke, na osnovu pogleda odozgo i podataka iz tabele, obično se vrši samo u nekim posebnim slučajevima:
kad već postoji pogled odozgo navrtke, pa se na osnovu njega crtaju ostale projekcije;
kada pri konstruisanju treba ustanoviti da li ima dovoljno mesta za uvrtanje navrtke;
kad od mera navrtke zavise mere kakvog drugog dela konstrukcije;
kod velikih prečnika zavrtnja (d>1½"), gde bi greška pri približnom crtanju navrtke bila osetna.
U svim drugim slučajevima, da se ne bi gubilo u vremenu pri crtanju, usvajaju se stalni konstruktivni odnosi između pojedinih elemenata zavrtnja i navrtke, sl. 96. Pri tom se u vertikalnoj projekciji odmeri visina navrtke i odredi položaj vertikalnih ivica. Ovo se dobija nanošenjem od osa zavrtnja na jednu i drugu stranu rastojanja d/2, tako da je tada cela širina navrtke u vertikalnoj projekciji jednaka 2d. Zatim se nacrtaju prodorni lukovi na način kao što je to pre opisano.
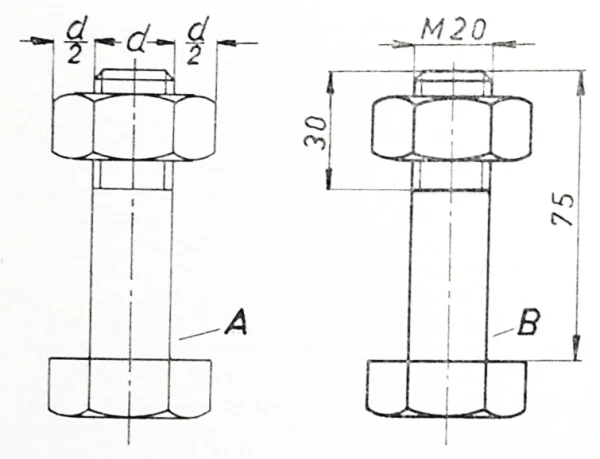
Slika 96
Pošto između pojedinih delova normalnog zavrtnja i prečnika postoje određeni odnosi, u crtež ne treba unositi sve mere, nego samo one koje su neophodno potrebne za izradu zavrtnja, a to su:
spoljašnji prečnik zavrtnja u colima ili u milimetrima;
2) dužina navoja na stablu;
cela dužina stabla zavrtnja.
Slika 97
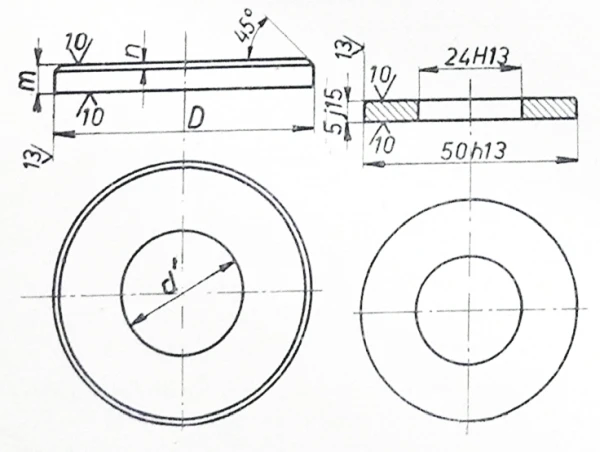
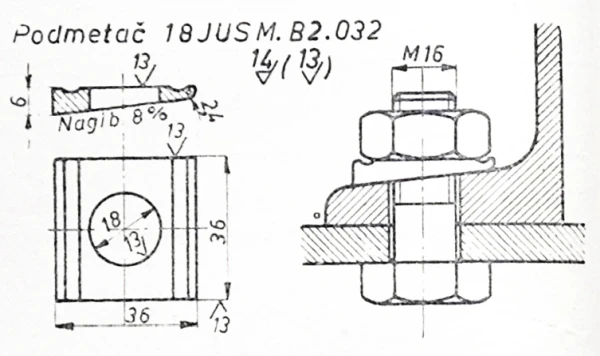
Podloška. Neobrađene površine livenih, kovanih i valjanih delova obično su grube i hrapave. Pri vezivanju takvih delova zavrtnjima redovno se ispod navrtke, odnosno ispod glave zavrtnja koji se uvrće, namešta podloška. Inače bi, za savlađivanje otpora trenja pri sklapanju, bile potrebne vrlo velike sile. Primenom podloške navrtka dobija bolje naleganje. Pored toga, podloške se često nameštaju iz konstruktivnih razloga: kad treba da se prekriju dugački žljebovi ili velike rupe (izlivene rupe sa velikim zazorom), kad je materijal podloge mekan (drvo, koža), kad postoji opasnost da se podloga zariba usled čestog odvrtanja, kad treba da se na ovaj način dobije električno izolovan, odnosno zaptiven spoj, i kad je površina podloge kosa u odnosu na osu rupe. U ovom posljednjem slučaju, jedna površina podloške treba da bude zakošena prema nagibu kose površine podloge, sl. 98. Kod valjanih profila primenjuju se u ovom slučaju četvrtaste na jednoj strani zakošene podloške.
Slika 98
Podloške se izrađuju najčešće od čeličnog lima a mogu biti sirove i obrađene. Sirove podloške izrađuju se isecanjem, a obrađene struganjem. Pri tom se kod obrađenih podloški većih dimenzija skida gornja ivica pod uglom od 45°, a kod manjih se ova ivica zaobli. Ako za navrtku i glavu zavrtnja, u sklopu nije osigurana stalna paralelnost površina naleganja, tada se ispod navrtke i glave nameštaju podloške sa loptastim sedištima.
Rascepka se savija od čelične žice poluokruglog preseka na taj način da se na jednoj strani obrazuje uška i da zajedno sastavljeni delovi sačinjavaju cilindrični deo rascepke, sl. 91. Kad se rascepka provuče kroz rupu na stablu zavrtnja, razmaknu se oba kraka žice, svaki na svoju stranu, da se ne bi rascepka sama od sebe izvukla. Da bi se rascepka mogla lakše namestiti, njezini su slobodni krajevi zaoštreni odnosno zaobljeni. Obično rascepku ne treba posebno crtati, već je dovoljno ako se na crtežu predstavi poprečni presjek rascepke ili se ucrta samo rupa za rascepku i označi njen prečnik. Za izradu služi vučena, odnosno vučena i hladno valjana, žica od čelika Č. 0146. Mogu biti i od bakra, mesinga, aluminijuma. Nazivni prečnik rascepke »δ«, sl. 91 označava ujedno i prečnik rupe.
Završni deo stabla treba da osigura lako uvrtanje i da štiti prve navoje od mehaničkih oštećenja.
Standardni zavrtnji se izrađuju, zavisno od proizvodnog postupka, sa ravnim, koničnim ili zaobljenim završetkom. U tehničkoj dokumentaciji i pri porudžbinama, kod zavrtnja sa zaobljenim završetkom, dodaje se iza oznake mera zavrtnja slovo Z, a kod koničnog završetka slovo K. Zavrtnji sa ravnim završetkom dobijaju oznaku P.
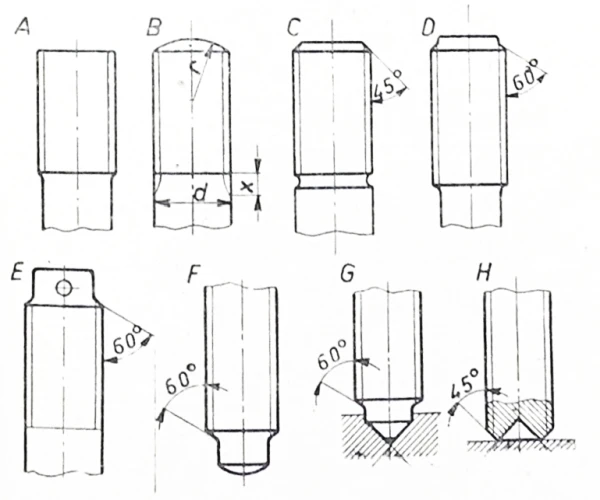
Slika 99
Slika 99 A prestavlja zavrtanj sa ravnim završetkom. Ovaj način se smatra kao osnovni kod neobrađenih zavrtanja, kao i kod zavrtanja kod kojih se navoj izrađuje valjanjem. Mana mu je što se navrtka teško uvrne, naročito ako je tu navoj oštećen.
Prema sl. 99 B, radi lepšeg izgleda zavrtanja i radi lakšeg uvrtanja navrtke, završetak stabla je zaobljen. Ovakav se završetak najčešće upotrebljava stoga što je jednostavan za izradu i u dovoljnoj meri zaštićuje navoj u slučaju ako se zavrtanj izbija pri demontaži. Poluprečnik zaobljenja obično se izabere oko r=(1-2)d.
Prema sl. 99 C, ivice se na završetku stabla sastružu pod uglom od 45°. Ovakav koničan završetak ima sve prednosti prethodnog slučaja. Radi raspoznavanja vrste navoja prema spoljašnjem izgledu završetka stabla, bilo je predviđeno da zavrtnji sa Vitvortovim navojem dobijaju zaobljeni, a kod metričkog navoja koničan završetak.
Cilindričan završetak, sl. 99 D, nalazi se često kod obrađenih zavrtanja, a naročito u slučajevima kada treba zaštititi navoj pri izbijanju zavrtnja iz rupe. Radi lakšeg uvrtanja navrtke izradi se između cilindričnog završetka i navoja koničan prelaz pod uglom od 60°.
Produženi cilindrični završetak, prema slici 99 E, upotrebljava se u slučaju ako taj završetak treba da služi istovremeno i za montiranje rascepke.
Kod zavrtanja za pritiskivanje završetak stabla može biti cilindričan sa naročitim produžetkom i šiljkom, odnosno zaobljenjem na kraju, sl. 99 F. Zatim može biti koničan sl. 99 G i koničan sa šupljinom prema slici 99 H i slično. Takav zavrtanj treba da se svojim slobodnim krajem odupre od jednog konstruktivnog dela da bi proizveo naponsku vezu u drugom, kako bi na taj način međusobno povezao ove delove, sl. 122. Pored toga se zavrtnji sa završecima ovakvog oblika često primenjuju za međusobno podešavanje delova i kao zavrtnji za odvajanje delova prilikom demontaže sklopova.
Završetak navoja na zavrtnju može da se izradi na razne načine.
Slika 99 B predstavlja slučaj kad se urezivanje navoja jednostavno prekida na određenom mjestu. Tada je jezgro zavrtnja, na dužini izlaza noža »x«, stvarno konično i stoga se navrtka ne može do kraja uvrnuti. Ovakav je završetak podesan za osiguranje položaja golih zavrtanja koji treba da se na ovaj način utvrde u konstruktivnom delu.
Ako navrtka treba da se lako uvrće do kraja navoja, izradi se na mjestu završetka navoja, na glatkom stablu zavrtnja, prstenasti urez, čiji je unutarnji prečnik jednak prečniku jezgra, sl. 99 C;
Ponekad se prečnik stabla na kome se reže navoj pojača, sl. 99 D. Time se ujedno znatno ublaži uticaj zareza u prelaznom preseku i osetno se poveća elastičnost zavrtnja.
Po pravilu se zavrtnji ne crtaju u uzdužnom preseku, dok se u pogledu odozgo obično prikazuju u preseku (poprečni presek), ali bez navrtke i podmetača, što se čini radi uštede u vremenu. Isto pravilo važi i za navrtke. Izuzetak čine šuplji zavrtnji i navrtke sa naročito izrađenim šupljinama. Ovakve zavrtnjeve i navrtke treba crtati u uzdužnom preseku da bi se mogao predstaviti i dimenzionisati oblik šupljine.
Spajanje zavrtnjima
Konstrukcioni oblici zavrtanja
Konstruktivni odnosi navojnog spoja
Osiguranje zavrtanja
Izbor oblika zavrtnja
Izdržljivost zavrtnja i sklopa
Stezaljke
Mašinski ključevi
Proračun zavrtanja
Ceo sadržaj knjige: Elementi mašina - Inženjer Vasilije Volkov