Osnovna prednost zavrtanja, kao elementa za spajanje, sastoji se u tome što se oni mogu posle demontaže uvek ponovo upotrebiti i to gotovo neograničen broj puta.
Svoje mane imaju uglavnom u tome što im je relativno mala dinamička čvrstoća (kod zavrtanja obične izrade) i što u mnogim slučajevima zahtevaju primenu naročitih osigurača protiv popuštanja.
Zavrtanj ima stablo i glavu, a osim toga obično još dobija navrtku i podlošku. Stablo i glava mogu biti različitog oblika. Redovno se glava nalazi na kraju stabla, a može biti i u sredini. Mnogo se upotrebljavaju i zavrtnji bez glave ili goli zavrtnji, koji, dakle, imaju cilindrično stablo sa navojem na oba kraja. Za izradu zavrtanja i navrtki predviđene su u standardima 3 klase izrade: gruba, srednja i fina. Prema gruboj klasi izrađuju se zavrtnji i navrtke za sporedne svrhe u mašinogradnji, građevinarstvu i u širokoj potrošnji. Mehaničke osobine materijala za ovu klasu nisu propisane. U gruboj klasi izrade sve površine po izgledu moraju biti čiste i glatke, ali stepen hrapavosti nije propisan. Navoj treba da je čisto izrađen, sa kvalitetom površine koja odgovara najmanje 13 klasi, sl. 101. Navoj na zavrtnju izrađuje se prema tolerancijskom polju Sd 11, a navoj navrtke prema polju SH 11. Na sl. 100 (levo) prikazan je zavrtanj grube klase čiji je navoj izrađen valjanjem. Desna slika predstavlja zavrtanj srednje klase sa navojem izrađenim rezanjem.
Za vezivanje napregnutih delova u mašinogradnji i građevinarstvu upotrebljavaju se zavrtnji srednje klase izrade, sl. 100 desno. Čelični vijci za ovu svrhu obično se izrađuju od ČV40, ČV50 i ČV80. Stvarne mere navoja ovde treba da odgovaraju tolerancijskom polju Se 10. Kod fine klase izrade, mere na zavrtnju treba da se nalaze u granicama tolerancijskog polja Sh 8.
Materijal. Zavrtnji i navrtke izrađuju se gotovo isključivo od čelika različitog kvaliteta. Mogu biti i od bakra, mesinga, lakih metala, plastičnih masa i sl. Prednost, koju inače imaju laki metali zbog svoje težine i otpornosti prema koroziji, ne može kod zavrtanja doći do izražaja zbog toga što laki metali imaju nisku granicu razvlačenja i veliku osetljivost prema udarima. Primjenjuju se samo kod neznatno opterećenih delova izloženih jakoj koroziji i za međusobno vezivanje delova od lakih metala, drveta, plastičnih masa i to ako se radi o prenosu uglavnom poprečnih sila (smicanje).
Pri izboru vrste čelika za zavrtnje glavni značaj ima čvrstoća i žilavost materijala. Za običnu primenu u opštem mašinstvu najviše služi čelik jačine 34-kp/mm2 i čelik jačine 38 kp/mm2. Imaju veliku specifičnu istegljivost (25-30%), a malu osetljivost prema zarezima. Ovi čelici se isporučuju u toplovaljanom ili hladnovaljanom stanju. Prikladni su za toplu preradu.
Zavrtnji na odgovornim mestima izrađuju se od materijala sa propisanim mehaničkim osobinama. Čelični zavrtnji (u oznaci - vijci) se izrađuju u 6 kvaliteta. Oznaka kvaliteta je sastavljena od slova ČV i broja koji se odnosi na zateznu čvrstoću materijala gotovih vijaka. Kao osnovni materijal za visokokvalitetne zavrtnje služe ugljenični čelici za cementiranje i oplemenjivanje, kao i niskolegirani čelici. Isporučuju se u toplovaljanom i mekožarenom stanju ili kao hladnovučeni i žareni. Nakon izrade, zavrtnji se termički doteruju. Po potrebi zavrtnji i navrtke dobijaju zaštitnu prevlaku putem bruniranja, fosfatiranja, pocinčavanja ili sl.
Spajanje zavrtnjima
Konstrukcioni oblici zavrtanja
Zavrtnji, navrtke, osigurači
Osiguranje zavrtanja
Izbor oblika zavrtnja
Izdržljivost zavrtnja i sklopa
Stezaljke
Mašinski ključevi
Proračun zavrtanja
Ceo sadržaj knjige: Elementi mašina - Inženjer Vasilije Volkov
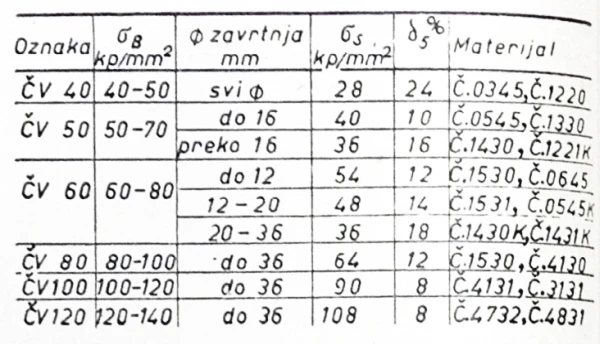
Tabela 11
Za raspoznavanje kvaliteta, na zavrtanj se stavi utisnuta ili ispupčena oznaka identična oznaci iz tabele 11.