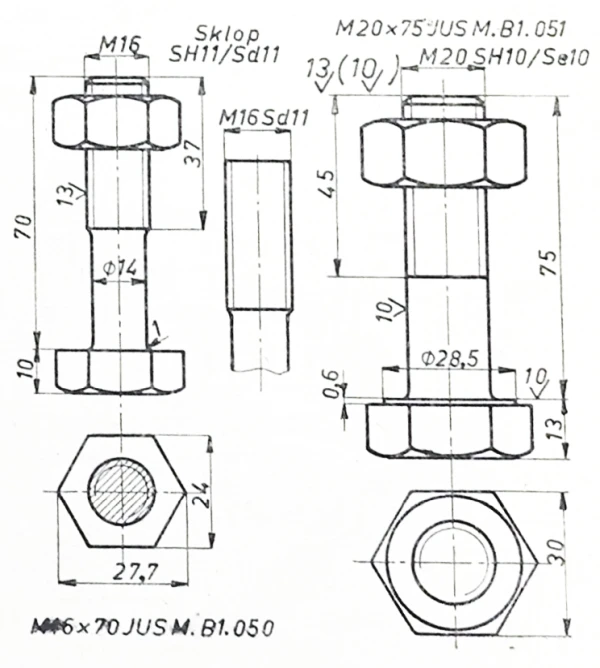
Slika 100, levo prikazuje zavrtanj sa metričkim navojem, sa šestougaonom glavom i navrtkom. Navoj na zavrtnju izrađuje se valjanjem. Tada je prečnik stabla približno jednak srednjem prečniku navoja.
Zavrtanj pripada gruboj klasi izrade kod koje se ne propisuje klasa površinske obrade, sa izuzetkom navoja kod koga kvalitet površine treba da odgovara najmanje 13. klasi. Kao materijal služi čelik ili mesing bez određenih mehaničkih osobina. Uptrebljava se za podređene svrhe u mašinstvu i građevinarstvu. U tehničkoj dokumentaciji i porudžbinama treba uvek naznačiti, osim mera za navoj i dužinu zavrtnja, takođe broj standarda i oznaku za kvalitet materijala.
Slika 100
Na desnoj slici predstavljen je zavrtanj sa navojem M 20 i šestougaonom navrtkom. Zavrtanj i navrtka pripadaju srednjoj klasi izrade. Upotrebljava se za vezivanje napregnutih delova u mašinogradnji i građevinarstvu. Kvalitet površinske obrade navoja, stabla i površine naleganja glave i navrtke treba da odgovaraju najmanje 10 klasi. Navoj kod zavrtnja izrađuje se u tolerancijskom polju Se 10, a navoj navrtke u polju SH 10. Izrađuju se sa naslonom kod glave, a mogu biti i bez naslona.
Slika 101
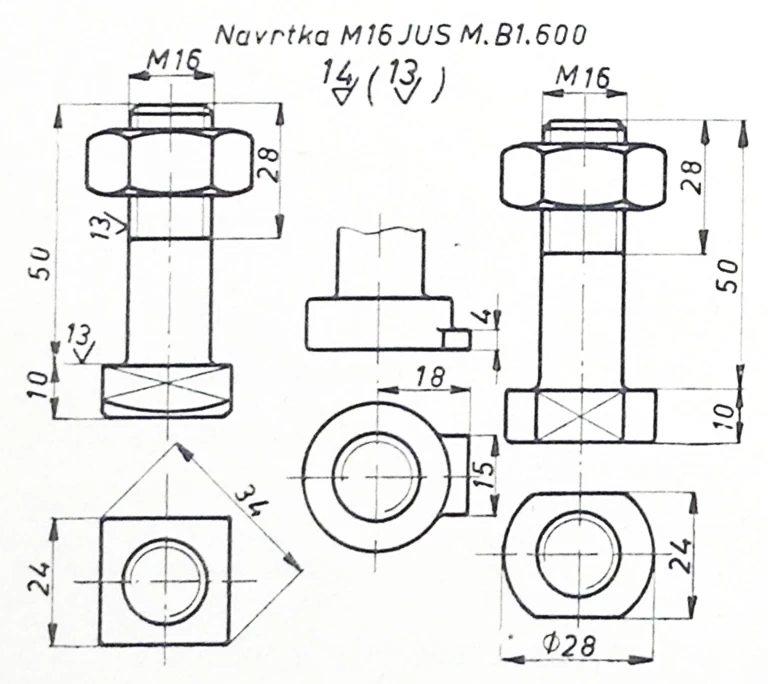
Slika 101 prikazuje zavrtanj sa kvadratnom glavom, koji se mnogo upotrebljava kod čeličnih konstrukcija. Za drvene konstrukcije četvorougaona glava zavrtnja dobija veće mere da bi joj se osigurala potrebna površina naleganja. U jednom i drugom slučaju glava ima oblik četvorostrane prizme sa oštrim vertikalnim ivicama. Prilikom montiranja navrtke, četvorougaona glava zavrtnja obično se osloni na zid mašinskog dela i time sprečava obrtanje zavrtnja. Pošto se takav zavrtanj ne uvrće već se priteže navrtkom, drveni delovi treba da imaju odgovarajuću rupu. Često takvi zavrtnji, ako se primjenjuju kod drvenih konstrukcija, dobijaju pri dnu stabla naročito ispresovan prizmatičan deo. Ovaj se deo zove zaglavak, a zadatak mu je da štiti zavrtanj u drvetu protiv odvrtanja. Slično je i kod zavrtanja sa koničnom glavom i prizmatičnim zaglavkom, sl. 119. Radi prelaznog zaobljenja, između prizmatičnog i cilindričnog dela zavrtnja javljaju se prodorne linije, kao što to pokazuje slika. Zavrtanj na sl. 101 potpuno je određen u svim svojim elementima sa dve projekcije, i u takvom slučaju dijagonalne crte treba izostavljati. Ovde to nije učinjeno iz razloga da bi se olakšala predstava. Pri crtanju takvih zavrtanja ostavlja se izvesna sloboda: zavrtanj se može crtati ili samo u vertikalnoj projekciji, i onda ravne površine treba obavezno obeležiti dijagonalnim crtama, ili u dve projekcije, i tada je pomenuto obeležavanje suvišno.
Glava zavrtnja može imati razne oblike. Može biti cilindrična, konična, poluokrugla, zatim u vidu kuke, piramide, uške i sl. Cilindričan i koničan oblik glave najviše odgovara konstrukcijama gde glave moraju biti upuštene. Upotrebljavaju se i tamo gde bi, inače, šestougaona glava kvarila opšti izgled konstrukcije. Kod manjih zavrtanja pravi se urez na cilindričnoj glavi u koji se stavlja odvrtač za pridržavanje zavrtnja kad se uvrće navrtka. Kod većih zavrtanja, da bi se sprečilo obrtanja pri montiranju, može se pri dnu stabla zavrtnja ugraditi cilindrična čivija. Za čiviju treba predvideti odgovarajući otvor u mašinskom komadu.
U konstrukcijama kod kojih je vezivanje delova izvršeno pretežno zakivcima, zavrtnji imaju obično poluokruglu glavu, sl. 105. Primenjuju se takođe i u svim drugim slučajevima gde opšti izgled konstrukcije zahteva primjenu takvih zavrtanja. Položaj zavrtnja i predmeta pri montaži, određen je naročitim ispupčenjem kod prelaza stabla zavrtanja u glavu. Najviše se primenjuju pri vezivanju delova drvenih konstrukcija.
Kod zavrtanja sa cilindričnom glavom, međusobni položaj delova pri montaži može da se osigura npr. i na taj način što se potrebno ispupčenje ispresuje na glavi zavrtnja, sl. 101, u sredini. Radi pridržavanja zavrtnja pri uvrtanju navrtke, cilindrična glava može da se izradi sa ravnim bokovima, koji su razmaknuti za širinu otvora mašinskog ključa. Jedan takav zavrtanj, sa metričkim navojem u gruboj klasi izrade, prikazan je na sl. 101. U tom slučaju za kvalitet površinske hrapavosti važi klasa 13. Navoj kod zavrtnja treba da se nalaze u granicama tolerancijskog polja Sd11, a navoj navrtke u granicama polja SH 11.
Ako glava zavrtnja ne sme da strči iznad površine delova koji se spajaju, upotrebljavaju se zavrtnji sa upuštenim glavama. Glava može biti potpuno upuštena, a može biti i ispupčena sa spoljašnje strane. Uzimaju se i onda ako je debljina delova koji se spajaju suviše velika. Radi pridržavanja zavrtnja pri montiranju navrtke, na čeonoj strani glave se nalazi utisnuti usek ili se tu izradi odgovarajući prorez.
Slike 102 i 103
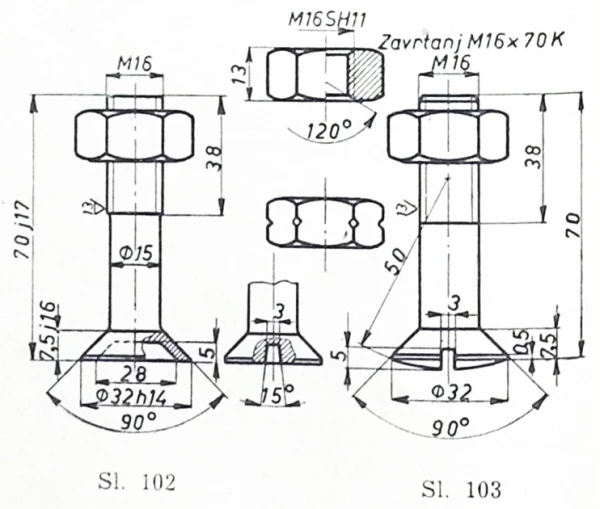
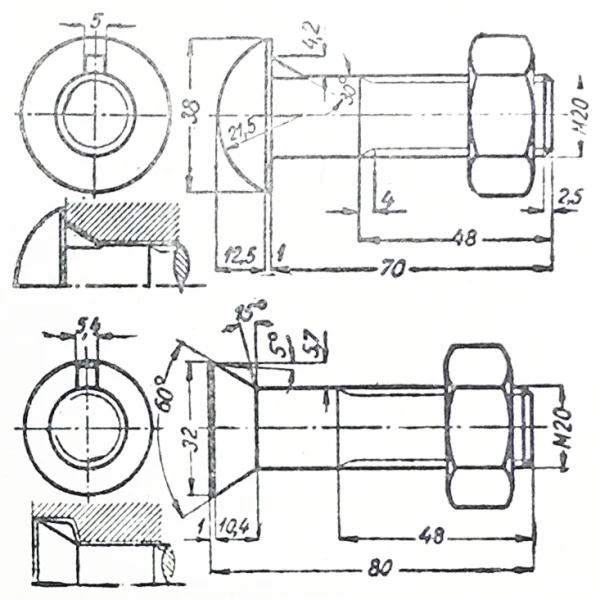
Na sl. 102 naznačen je zavrtanj za opštu primenu sa metričkim navojem izrađenim valjanjem. Prečnik stabla tada je približno jednak srednjem prečniku navoja. Po pravilu se takvi zavrtnji izraduju sa ravnim završetkom. Navrtka tada je konično proširena prema čeonim stranama da bi se mogla lakše montirati. Ako zavrtanj treba da ima koničan završetak, iza nazivne mere zavrtnja dodaje se slovo »K«. Ovo je naznačeno uz sl. 103 koja prikazuje zavrtanj sa metričkim navojem izrađenim rezanjem. Zavrtnji grube klase izrade moraju imati pravilan, čisto izrađeni profil. Kvalitet površina navoja određen je 13 klasom površinske hrapavosti.
Po pravilu se standardni zavrtnji izrađuju s desnim navojem. Radi raspoznavanja, navrtke s levim navojem moraju imati kružni žlijeb urezan na vertikalnim ivicama kao što je naznačeno uz sl. 102.
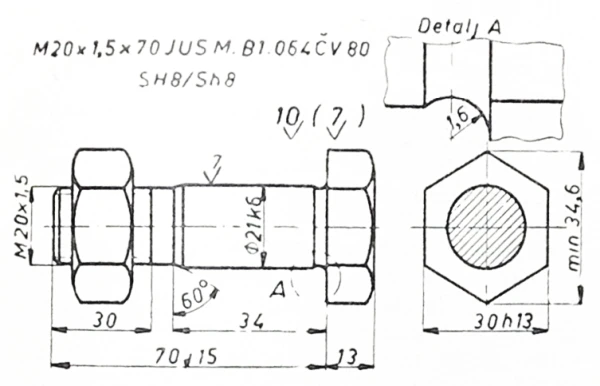
Zavrtanj prikazan na sl. 104 pripada tipu podešenih zavrtanja. To su, ustvari, zavrtnji za tačno naleganje. Primjenjuju se u slučaju sudarnih i naizmenično promjenljivih opterećenja, a naročito kod onih veza gdje se pored uzdužnih javljaju i poprečne sile.
Slika 104
Da bi zavrtanj mogao da primi poprečne sile a da ne bude istovremeno izložen i savijanju, njegov prečnik treba da je tačno podešen prema rupi i da sačinjava ovde tesan sklop H7/k6. U gradnji lokomotiva, zbog većih poprečnih sila, upotrebljava se za podešene zavrtnje i čvrst sklop H7/m6. Radi montažnih okolnosti, navoj kod ovakvih zavrtanja mora da se nalazi na stanjenom delu stabla. Podešeni zavrtnji su preskupi za običnu primenu, pošto rad podešavanja i uske granice tolerancija zahtevaju vrlo pažljivu obradu rupe razvrtačima. Radi povećanja dinamičke izdržljivosti ovih zavrtanja, prelazi na kritičnim mestima, treba da su pažljivo izrađeni. Kod glave zavrtnja treba primeniti, pored toga, i zarez rasterećenja, kao što je to pokazano na sl 104.
Upotrebljavaju se za vezivanje i utvrđivanje jako napregnutih mašinskih delova. Stoga se za njih predviđa fina klasa izrade. Čelični zavrtnji za podešavanje obično se izrađuju u kvalitetima ČV 80, ČV 100 ili ČV 120. Sve površine treba da su obrađene najmanje prema 10 klasi, a površina za tačno naleganje prema 7 klasi. Navoj kod zavrtanja mora da se nalazi u granicama tolerancijskog polja Sh 8, a navoj navrtke u granicama polja SH 8.
Sirovi presovani zavrtnji sa cilindričnom, poluokruglom ili koničnom glavom osiguravaju se protiv obrtanja na taj način što se pri njihovoj izradi ispresuje na prelazu između stabla i glave naročito ispupčenje, sl. 105.
Slika 105
Ali ovo se ne može primeniti na obrađene i podešene zavrtnje, već se u tom slučaju, za osiguranje položaja zavrtnja, upotrebljava cilindrična čivija koja se naknadno upresuje u predviđeni otvor pri dnu stabla. Međutim, kod zavrtanja izloženih promenljivim opterećenjima, nameštanjem čivije na ovom prelazu smanjuje se dinamička izdržljivost zavrtnja. Da bi se to izbjeglo, rupa za čiviju treba da se nalazi u glavi zavrtnja.
Ako nema dovoljno mesta za normalnu šestougaonu ili četverougaonu glavu, ili ako zavrtanj treba da se namesti odmah do mašinskog dela, kao što je to čest slučaj npr. pri međusobnom spajanju delova ventila, slavina i zasuna, uzimaju se zavrtnji sa »T« glavom. Kao što je na sl. 106 predstvaljeno, cilindrični deo stabla prelazi u zaglavak prizmatičnog oblika, da bi se time olakšalo montiranje zavrtnja, pošto se oblik otvora u mašinskom komadu podesi prema prizmatičnom delu stabla. Širina glave zavrtnja ove vrste treba da bude što manja, i obično se uzima jednaka prečniku zavrtnja. Usled toga se ovakav zavrtanj može namestiti neposredno uza zid mašinskog komada, čime se smanjuju naprezanja u dijelovima koji se stežu. Pored toga, postavljanje zavrtnja neposredno do zida sprečava obrtanje zavrtnja pri uvrtanju navrtke.
Slike 106 i 107
Slika 107 prikazuje zavrtanj sa glavom u obliku kuke. Podesan je za vezivanje mašinskih delova uz valjane profilisane nosače. Pri tom oblik glave treba da se dobro prilagodi obliku dela uz koji se zavrtanj priteže. Stablo zavrtnja je u donjem delu prizmatično. Prelaz od stabla ka glavi treba da se izradi sa većim zaobljenjem, jer je ovde zavrtanj vrlo nepovoljno napregnut momentom savijanja.
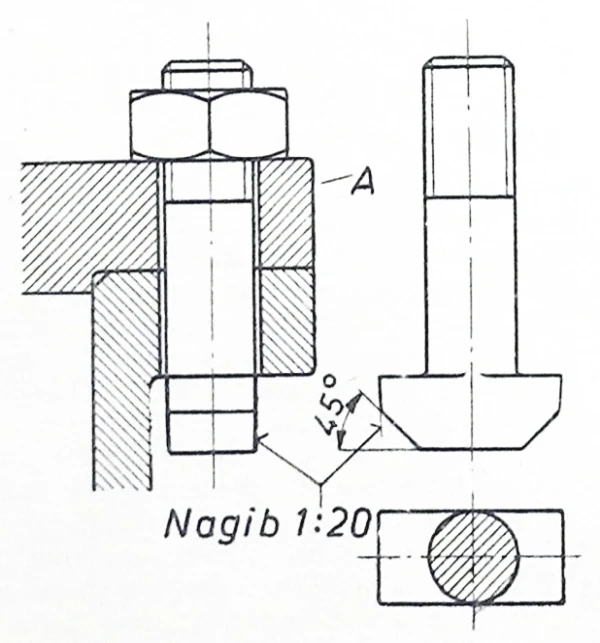
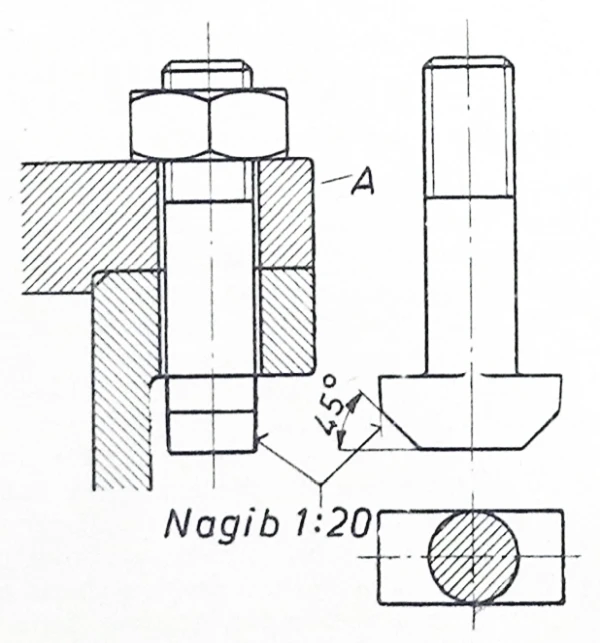
Na sl. 108 zavrtanj sa »T« glavom veže poklopac sa kućicom ventila.. Kod standardnih zavrtanja, glava ovog oblika presuje se na taj način što se gornji deo do polovine visine glave izradi sa nagibom 1:20, a ostali dio sa nagibom od 45°, kao što je to naznačeno na slici.
Slika 108
Osim zavrtanja svuda poznatog tipa, sa glavom na kraju, u mašinstvu se primjenjuju u nizu slučajeva i zavrtnji naročite konstrukcije.
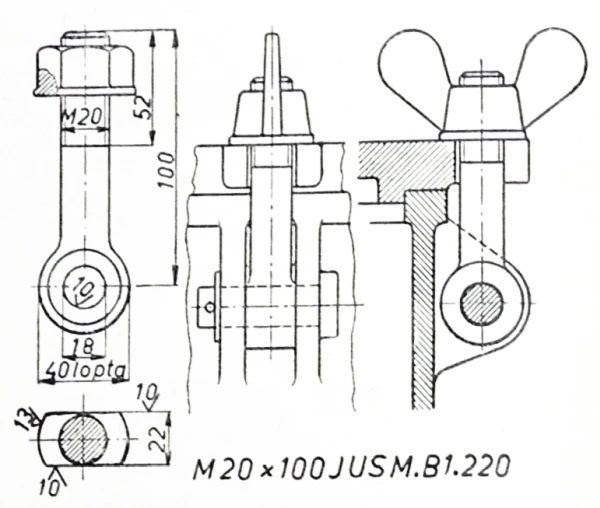
Zavrtnji sa uškom mesto glave služe za zglavkasto vezivanje delova, sl. 109. Ovakvi se zavrtnji primjenjuju tamo gde se od spoja zahteva lako i brzo rasklapanje, a naročito ako se radi o delovima koji se češće skidaju, kao npr. poklopci kotlova za kuvanje, poklopci poljskih kuhinja, brodska okna i slično. Kroz ušku zavrtnja prolazi tada osovinica koja se namešta u uškama mašiskog komada.
Kad se navrtka odvrne do potrebne mere, zavrtanj se postavi u položaj u kome neće ometati skidanje poklopca. Da se ne bi navrtka usled nepažnje potpuno odvrnula i zagubila, obično se raskuje deo stabla iznad navrtke, ili se na ovom mestu stavi rascepka.
Slika 109
Mesto šestougaonih navrtki kod ovakvih spojeva, naročito ako se radi o manjim zavrtnjima, često se upotrebljavaju navrtke sa krilcima. Radi lakšeg rukovanja navrtka dobija, mesto podmetača, kružni venac.
Sl. 110 prikazuje zavrtnje sa dve navrtke na krajevima i sa glavom u sredini. Primjenjuju se za spajanje više mašinskih delova u jednu celinu i omogućuju da se u slučaju potrebe skine samo jedan od elemenata veze, a da se pri tome ne rastavljaju delovi stegnuti između glave i suprotnog kraja zavrtnja. Da ne bi ovakva veza izgubila svoju svrhu, donja navrtka treba da je uvek jače zategnuta od gornje. U slučaju primene zavrtnja sa cilindričnom glavom potrebno je naročito ispupčenje da bi se omogućilo zatezanje navrtke (desna slika).
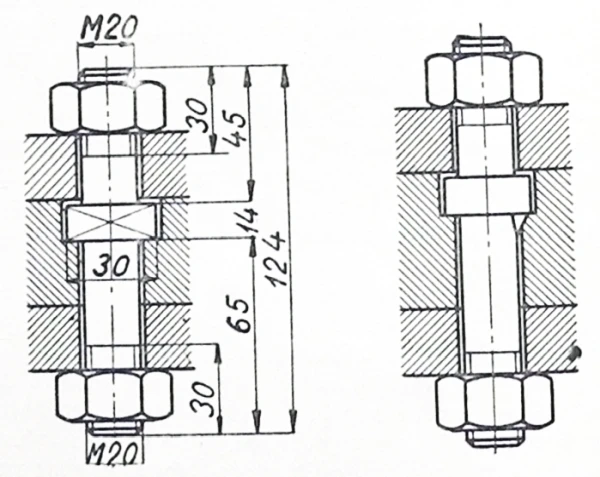
Slika 110
Na slici 111 je zavrtanj kod koga je na kraju, mesto glave, predviđeno zadebljanje stabla i tu je izrađen otvor za klin. Radi slabljenja stabla usled rupe za klin treba da prečnik podebljanog dela iznosi najmanje
d1=1,3d.
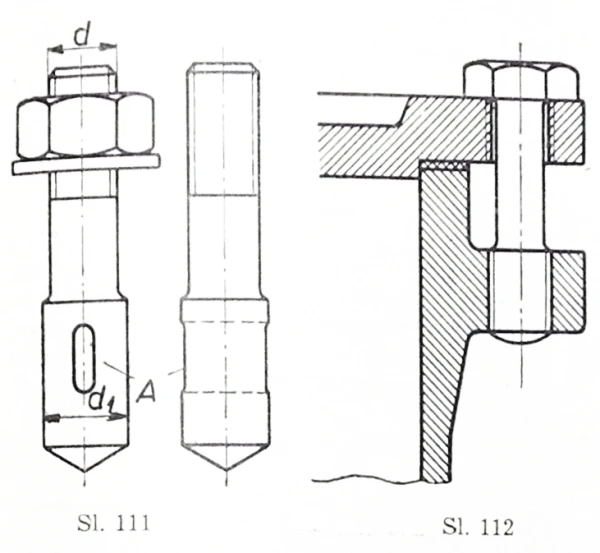
Slike 111 i 112
Kod delova gde se zavrtnji često skidaju, pa bi se mogli i lako zagubiti, vezivanje treba tako izvršiti da prilikom ponovne montaže zavrtnje ne bi trebalo tražiti, sl. 112. Njihova je primjena, prema tome, istovetna primeni zavrtanja sa uškom.
Spajanje zavrtnjima
Konstrukcioni oblici zavrtanja
Vrste zavrtnjeva
Osiguranje zavrtanja
Izbor oblika zavrtnja
Izdržljivost zavrtnja i sklopa
Stezaljke
Mašinski ključevi
Proračun zavrtanja
Ceo sadržaj knjige: Elementi mašina - Inženjer Vasilije Volkov